ABSTRACT
The Smart Factory Equipment Engineering System collects and monitors necessary information in real-time. While putting the product into the equipment, operation conditions are lowered through a Recipe Management System. The working conditions are set by Run-to-Run a system for real-time detection and control through Fault Detection Classification function. In this study, the smart factory equipment system associated with the entire system is proposed by defining and integrating the necessary equipment management functions from a smart factory’s point of view. To do this, detailed analysis and process improvement on products, processes, and production line equipment were conducted and implemented in the smart factory equipment engineering system. The models proposed in this paper have been implemented to the production site of BGA-PCB. It has been confirmed that the models have resulted in significant change, and have qualitative and quantitative impacts on the working methods of equipment. Typically, data collection time, data entry time, and manual writing sheets were greatly reduced.
-
KEYWORDS: Smart factory equipment engineering system, Recipe management, Fault detection & classification, Equipment performance tracking, Application architecture
-
KEYWORDS: 스마트팩토리 설비관리시스템, Recipe관리, 설비이상관리, 설비성능관리, 시스템 구조
1. Introduction
A smart factory is an intelligent factory that is based on connectivity and can be controlled centrally. Implementing such intelligent plants requires that all devices and equipment in the factory are connected to each other and that data can be collected and analyzed based on such connectivity. Therefore, connecting all equipment at the site, and collecting and analyzing the required data, are the most essential steps in implementing a smart factory.
1 In addition, the share of equipment in the device industry is growing, and the question of how to connect and manage the equipment efficiently is a key factor that determines the competitiveness of the manufacturing industry. In particular, Printed Circuit Board (PCB), a major part of the device industry, is a circuit board that provides electrical connections between components, or between signal lines, through copper circuits. PCB is widely used not only for common electronics such as TVs, but also for precision devices such as mobile phones and tablet computers. Although regular electronic products that require simple functions can be produced using PCBs with simple structures, precision devices such as smart phones which have been recently produced use more complex circuit structures with higher performance and refinement.
Complex substrate structures not only increase production costs but also reduce the yield, making it difficult for companies to secure manufacturing competitiveness. To maintain high yield and quality, and to reduce reject rates, there are significant processes and equipment engineering methods that can lead to stable operation and maintenance of the equipment with the best engineering efficiency within limited costs and manpower.
2 In addition, there is a need to manage different types of products by producing small amounts based on product segmentation and diversification in the market. Complex substrate structures support the functions and operation conditions of the equipment that enable it to send and receive data in real time. The equipment engineering system has been developed around the semiconductor equipment industry where the on-line ratio of equipment was relatively high. It is especially useful in the device industry.
3
These changes in manufacturing sites have resulted in a significant impact on product quality. Customers are rapidly demanding greater on-site quality control and system functionality in order to deploy more. Building an equipment engineering system is also becoming essential to improve the responsiveness or orders in the rapidly changing IT market. Although many companies now deploy and utilize equipment engineering systems for manufacturing activities, they are being deployed in different ways and are focused on fragmented functions. Further, while lots of research has been done on equipment engineering, it has focused on basic preventive maintenance or operating rate engineering. No systematic study of the overall equipment engineering has been published. Research has not examined how the actual manufacturing site extracted the functions needed for equipment engineering, how the process of working on each of the sites changed, and what effects it resulted in. Moreover, the functions needed from an equipment engineering perspective for the implementation of a smart factory has not been considered.
This study proposes a plan to build a smart factory equipment engineering system for the BGA-PCB line, which is one of the device industries. From a smart factory perspective, the concepts of smart factory equipment engineering systems were newly established, including the necessary functions, architecture, and configuration for the entire system. In other words, the requirements of the manufacturing site were collected and necessary functions were defined. In addition, by analyzing the problem in the engineering and work processes, the smart factory equipment engineering system was established by linking equipment engineering functions that were optimized for the BGA-PCB manufacturing line. Furthermore, improved qualitative and quantitative effects were calculated, based on changes in the manufacturing site and appropriate indicators that can be obtained when applied to the BGA-PCB target business.
2. Equipment Engineering System Model
2.1 Structure of the Equipment Engineering System
Equipment engineering involves maximizing the operating rate of equipment, which is a significant part of the product cost in the device industry. It also aims to find and remove causes of equipment failure in order to manage the equipment parameters in real time, to prevent defects in advance.
4 To implement a smart factory, all equipment on site should be connected among themselves and to a control center, using IoT sensors.
5 This requires major equipment at the production site, where the necessary information from the equipment is raised in real time and controlled by the Manufacturing Execution System (MES).
Therefore, EES deployment should precede to perform the necessary functions of the smart factory.
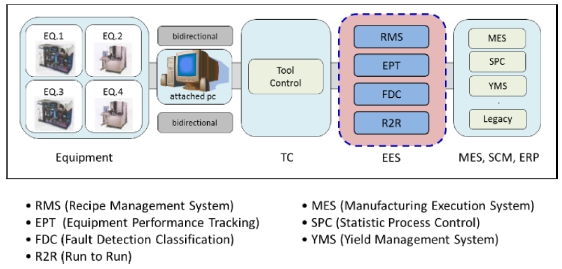
These centrally controlled equipment engineering systems require process control, working conditions engineering, and equipment efficiency engineering. Process control consists of a Fault Detection Classification (FDC) and a Run-to-Run (R2R) system that controls the process conditions of the product. The operation condition control consists of a Recipe Management System (RMS) that automatically controls the recipe. The Equipment Performance Tracking (EPT) is a system that monitors the equipment status in real time, and analyzes and manages status information.
At the manufacturing site, the equipment management system relays first information real-time data from the equipment to users and managers to support decision making. The upper level helps manage accurate orders and production plans through links with MES, ERP, and SCM, and enables automation from the lower level through the control of equipment, material handling, and PLC/POP equipment. With this process, it connects the ERP to the lowest production equipment and is configured to provide central control. (Refer to
Fig. 1).
6
Fig. 1Equipment engineering system configuration
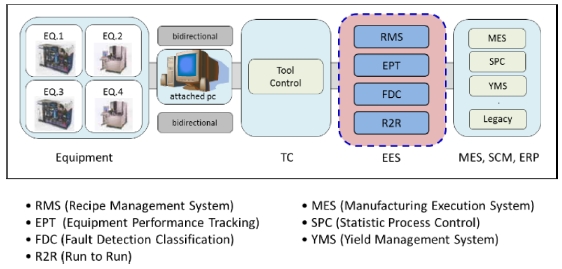
The equipment engineering system provides FDC, which detects abnormalities by monitoring the parameters generated by the equipment in real time, and by predicting abnormalities through diagnosis and classification. For R2R to improve the capability of each lot, this is the latest technology to calibrate the recipe parameter by feedback and feed forward data for the entire process. The purpose of process control is to overcome dispersion by the process or the equipment. Its goal is to secure uniform quality by minimizing variability between each lot and maximizing yield.
2.2 Strategies to Build Equipment Engineering Systems
In order to build an equipment engineering system, a link with the MES is required. The system itself consists of one of the major MES modules. As a reference for the implementation of the MES, there are studies on the establishment of a micro-sized MES for a small businessl,
7 strategies and effectiveness analysis for the configuration of the MES for small and medium PCB manufacturers,
8 and the establishment of a production information system in digital factories.
9 Moreover, there is the context adaptive dispatching methodology
10 for the construction of a production operating system for semiconductor processing lines. The etch rate of plasma equipment was predicted using the equipment engineering system’s delivery data.
11
In this study, the requirements of the manufacturing site for electronic components (BGA-PCBs) are analyzed to define the required functions, to analyze the way of working on the site, and to define the necessary functions in the design system. The smart equipment engineering system selects the target product first and analyzes the current equipment engineering process of the target line to accurately identify and clean up the problem in order to build the system for the site.
In the second step, target processes and equipment are selected by analyzing the requirements and processes of the site. Major equipment is chosen mainly from the main production equipment, and core equipment is selected considering the cost of entry. The following constitutes the standard architecture of the equipment engineering system for the target products, processes, and equipment. Considering the target products, processes, equipment, and production volumes, it is efficient in terms of investment cost and performance, and is easy to develop.
2.3 Requirements Collected and Analyzed
The analysis of the requirements for equipment engineering among different classes of users at the site resulted in four major categories. These items are divided into Equipmentp performance tracking, Recipe management, Parameter management, Process control. Equipment on-line should be the basic function (
Table 1). Equipment efficiency control is selected as the most basic function. The required equipment information at the higher level should be collected in real time and two-way communication between the application and the equipment at the MES should be possible. Recipe management is a function to manage the Recipe by product used in the equipment and to automatically upload and download the Recipe. Parameter management is a function for real-time monitoring and diagnosis of equipment parameters. Important factors are selected from the equipment’s parameters and data are monitored in real-time. The necessary actions are taken by setting the interlock for processing if any errors are found. Process control sets the optimal conditions by calibrating the working conditions of the process by reflecting the defined measurement data and the after process data by lot. Equipment on-line automates the equipment in a standardized manner to collect and control the data required for the major equipment at the production site.
Table 1Requirements analysis
Table 1
|
Item |
Problem |
Equipment
performance
tracking |
-Difficulty managing equipment efficiency and loss
-Reduced equipment operation efficiency
-Equipment status not managed (off-line)
-Slow engineer recovery in the event of an equipment failure |
Recipe
management |
-Recipe is inconsistent
-Setting the recipe manually (key-in)
-Work accident caused by manual setting of recipe
-Difficult to manage recipe change history |
Parameter
management |
-Auto-gathering of key parameters is required
-Requires real-time monitoring of key parameters
-Control system parameters for abnormal conditions (interlock) |
Process
control |
-Set optimal working conditions by lot
-Need to measure and collect process data |
Equipment
on-line |
-Requires connection and control of critical equipment
-Use of real-time equipment events and alarm messages need to manage one equipment state |
2.4 Object Process and Equipment Selection
When it comes to applying the system, only those necessary processes are selected in which the maximum effect can be achieved at the most ideal or minimum cost.
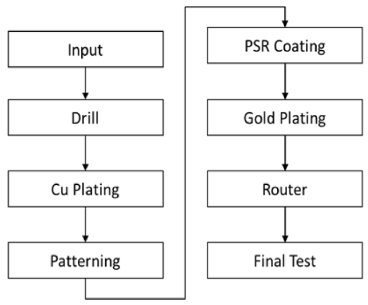
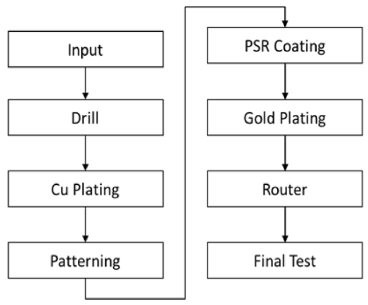
In other words, an analysis of the entire process was carried out and approximately six of them were selected (
Fig. 2), where the selection criteria centered round PCB manufacturing operations, and equipment engineering, and quality control. The equipment in this process were all classified as critical equipment. Equipment status information, conditions, and parameters were uploaded to the equipment engineering system in real time through the equipment on-line to enable two-way communication. In addition, each of these processes implemented a function to enable operators to enter and retrieve necessary information easily on the touch screen, by installing input PCs for workers.
Fig. 2BGA PCB Process flow chart
3. Establishment of Equipment Engineering System
3.1 System Design and Implementation
Smart factory equipment engineering includes RMS, FDC, R2R, and EPT, which are essential to implement a smart factory.
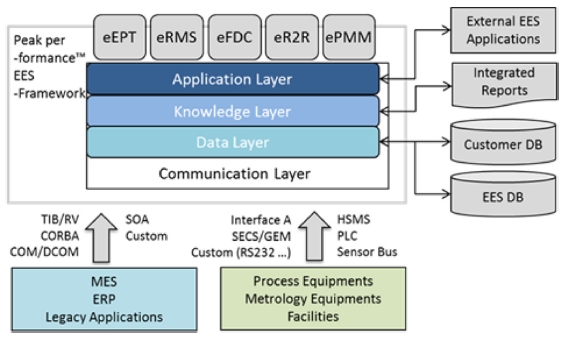
RMS is a function that manages the working conditions of many products and automatically uploads and downloads them onto and from the system. FDC is a function to detect and diagnose abnormalities in equipment. EPT is a function to manage efficiency by showing real-time equipment status information and analyzing equipment operation status. Many companies have developed and commercialized functions for equipment engineering. Most manufacturers use these functions individually to maintain the equipment engineering methods of production. The smart factory equipment engineering system implemented this time uses the framework comprising EPT, and RMS products in Korea on the one hand, and FDC, and R2R which are developed through industry-academic tasks (
Fig. 3).
Fig. 3Application architecture

EPT incorporates a wide range of user requirements. Moreover, the FDC function was applied along with a logic that was developed to detect abnormalities from the critical parameters in the target equipment. The R2R function was applied to the plating process by developing an algorithm to compensate for the process conditions by reflecting the defined measurement data and the measurement results of the subsequent processes. DBMS used Oracle/Unix, an institutional interconnection with RS-232C, and equipment for server communication with TCP/IP. All data on the manufacturing site was semi-automatically labeled in all equipment, lots, and so on, and then entered using the Bar Code Reader (BCR).
Fig. 4 shows the final complete application architecture of the smart factory equipment engineering system and divides the configuration into four main areas: application, knowledge, data, and communication layer. As the application functions configured here are composed of different products, processes, and equipment depending on the characteristics of the product being produced, it is desirable to configure the necessary functions according to the concept of the product. Thus, the equipment engineering framework is commonly used to implement the smart factory equipment system for the product, and the functions implemented above are selected by the product, process, and equipment. The communication layer is responsible for defining the necessary functions by fitting into the smart factory’s entire system configuration, and by linking them with the associated higher system or sub-system.
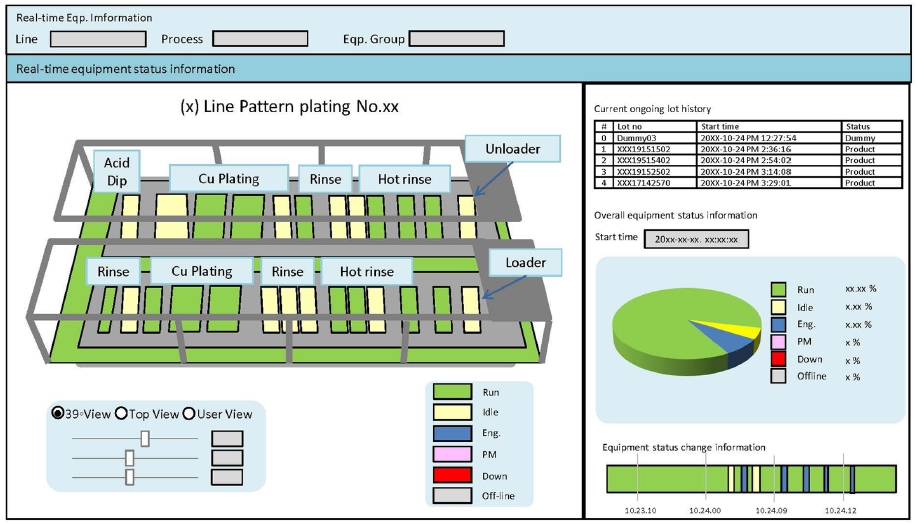
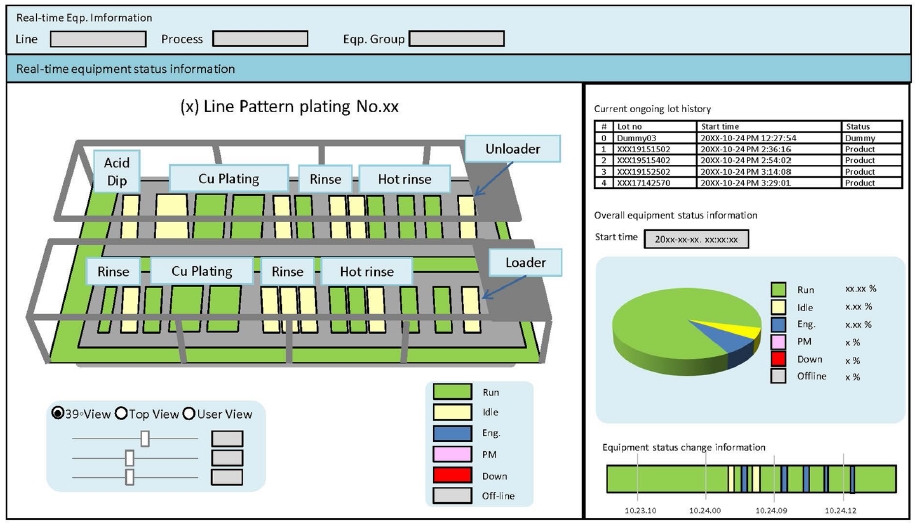
Fig. 4Equipment engineering system user interface
3.2 Implemented Appearance
The equipment control screen can be viewed by separating the equipment layout and the current status of equipment by building, floor, or area of the manufacturing site. The status information of the equipment is displayed by dividing it into operation, non-operation, shutdown, and preventive maintenance.
Equipment efficiency analysis shows the functions of analyzing detailed equipment status and performance, and managing the history of each process. Specifically, it is allows the comparison and analysis of indicators, such as equipment operation rate and failure time for each process. It also shows a comparative analysis of the current status of equipment in the device, lot information in progress, and operation performance of the equipment (
Fig. 4).
Traceability screen, which allows users to manage the history of each product, has implemented a function to analyze the work history by lot. The equipment control screen was implemented for rapid action by monitoring the equipment status of the site in real time, and by establishing a system that automatically notifies the equipment protection staff and engineers in the event of an equipment failure.
4. Effects Analysis
In this chapter, we looked at how the process of working on manufacturing sites before and after the smart equipment engineering system was improved, and looked at the performance by dividing it into qualitative and quantitative effects.
4.1 Changed look at Manufacturing Sites
Table 2 divides FDC, RMS, R2R, and EPT, which are classified based on performance before and after the application of the equipment engineering system. The work areas were further subdivided into categories such as equipment parameter control, equipment error detection, work condition management, work history control, operation condition setting, equipment on-line, equipment monitoring, and equipment operation improvement.
Table 2Changed appearance of the manufacturing line
Table 2
|
Item |
Description |
Before |
After |
Quality
prevention
(FDC) |
-Equipment parameter management |
-Unable to collect equipment data |
-Selection and management of equipment parameters(A/B/C)
-Spec setting and error control for class A parameters |
|
-Detection of equipment abnormalities |
-Unable to monitor equipment status |
-Real-time equipment status monitoring and control
-Detect and take actions for abnormal equipment during operation |
Prevention of
human error
(RMS) |
-Recipe management |
-Manually set working conditions |
-Automatically upload and download working conditions while working
-Validation of Recipe ID during operation and application of interlock in case of error |
|
-Operation history management |
-Operation history unmanaged |
-Provide and track analysis reports |
Quality
improvement |
-Process control |
-Unable to manage working conditions by lot
-Unable to collect process data |
-Set optimal working conditions by product lot
-Generate and collect measurement data for major processes |
Increase
productivity
(EPT) |
-Equipment on-line |
-Equipment offline operation |
-On-line application of major equipment |
|
-Equipment monitoring |
-Unable to monitor equipment status |
-Real-time monitoring and equipment alarm management |
|
-Improve equipment operation |
-Manual notification in case of equipment failure |
-Reduce automatic notification and recovery time in the event of a equipment failure |
4.2 Application Effectiveness
The effectiveness of the introduction of smart equipment engineering system is divided into the qualitative and quantitative effectiveness and then calculated. The qualitative effectiveness selects the quality prevention through the micro-management of equipment, the engineering defect prevention through management of working conditions, the quality improvement through process control, and the improvement of equipment operating rate through equipment on-line (
Table 3).
Table 3Qualitative effectiveness of Equipment engineering system implementation
Table 3
|
Item |
Evaluation item |
Qualitative effectiveness |
Fault detection &
classification |
-Equipment parameter management |
-Automated data gathering and analysis speeds
-Reduce defectives through management of critical factors |
|
-Quality prevention system |
-Interlock and defect prevention in case of equipment failure |
Recipe
management |
-Increase worker productivity |
-Data consistency and historical management
-Reduce write out time of manual sheet (about 50%)
-Reduce manual setting time with recipe auto down load / up load |
|
-Human error improvement |
-System based Recipe management to prevent errors in recipe use |
|
Process control |
-Quality improvement |
-Set optimal working conditions for each lot to prevent defects in advance
-Improve process capability (Cp, Cpk) |
Equipment
efficiency
management |
-Maximize equipment efficiency increase production capacity |
-Increase operating rate through equipment loss and failure rate analysis
-Increase unit productivity by comparing production performance by equipment |
|
-Improve equipment operation |
-Real-time equipment monitoring and immediate response to problems
-Reduce recovery time and automatic notification in case of failure |
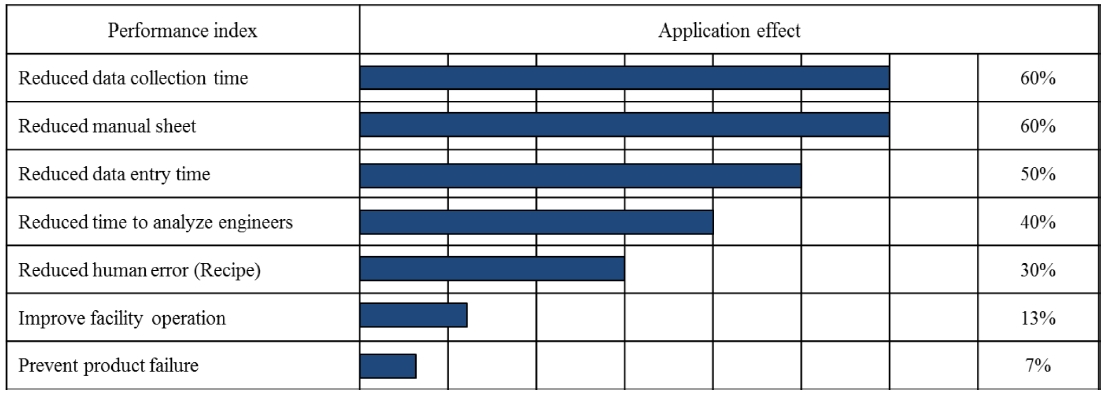
The quantitative effectiveness divides the work into the micro-management of equipment, the engineering of working conditions, process control, and the engineering of equipment effectiveness as seen in
Table 3, and then selects the detailed evaluation items. Specific evaluation items understand the effect of the defect reduction through engineering of equipment parameter, the engineering defect improvement through the management of working condition parameter, the quality improvement through the process control parameter, and the improvements in equipment operating rate through the engineering of equipment effectiveness parameter. The qualitative result and application effectiveness are shown in
Table 4. The figure by item shown in
Table 4 is an improvement after application compared to before application.
Table 4Quantitative effectiveness of equipment engineering system implementation
5. Conclusions
Until now, work using equipment has remained manual. All aspects of product, process, equipment, and worker have been managed manually. They are monitored and reported manually. However, the product, function, and high-performance are varied based on the requirements of clients and the production process. Equipment becomes complicated and thus, the management reaches its limits. As a result, competitiveness is neglected. Therefore, many enterprises raise the manufacturing competitiveness and the quality through equipment effectiveness and productivity improvement by introducing and utilizing an equipment management system. The equipment management system is the most fundamental system to improve the productivity and effectiveness of enterprises, unlike other information system.
In this study, we analyzed requirements through the smart factory equipment engineering system related to the entire system. We proposed the establishment of the system by integrating necessary functions. To do so, detailed analysis and process improvement work on products, processes and equipment of production lines were carried out and implemented in the smart factory equipment engineering system.
The models proposed in this paper have been implemented and applied to the production site of BGA-PCBs. It has been confirmed that the models have resulted in significant change, and have had qualitative and quantitative impacts on the methods of working in the actual equipment.
Smart factory equipment management systems are essential not only for innovative equipment management, but also for the implementation of smart factories. When equipment information at the manufacturing site is uploaded in real time and a two-way communication system is implemented, controlled smart factory functions can operate normally at a higher level. It is also noted that ultimately, the work and control of the system is possible.
Further research into smart equipment management systems and manufacturing systems should be conducted in order to implement customized manufacturing at the production site in time for the fourth industrial revolution.
REFERENCES
- 1.
Dong-A Business Review, “Smart Factory,” Dong-A Business Review, Vol. 227, No. 2, pp. 67-68, 2017.
- 2.
Busing, D. and Gartland, K., “Equipment Engineering Capabilities (EEC) Guidelines,” International Sematech Manufacturing Initiative (ISMI), 2004.
- 3.
Usami, Y., Kawata, I., Yamamoto, H., and Mori, H., “E-Manufacturing System for Next-Generation Semiconductor Production,” Hitachi Review, Vol. 51, No. 4, pp. 84-89, 2002.
- 4.
Wissink, B., “MES Harmonization in a Multi-Site, Multi-Country and Multi-Cultural Environment,” White Paper, No. 8, 2007.
- 5.
Choi, Y. H. and Choi, S. H., “A Study on the Factors Influencing the Competitiveness of Small and Medium Companies Applied with Smart Factory System,” Information Systems Review, Vol. 19, No. 2, pp. 95-113, 2017.
10.14329/isr.2017.19.2.095
- 6.
MESA International, “Mes Explained: A High Level Vision,” MESA International White Paper, No. 6, 1997.
- 7.
Park, J.-H. and Yoshida, A., “A Simplified MES Implementation for Small-Sized Manufacturing Industries with Excel VBA,” IE interfaces, Vol. 22, No. 4, pp. 302-311, 2009.
- 8.
Kim, G.-Y., Jin, Y.-E., Noh, S.-D., Choi, S.-S., Jo, Y.-J., et al., “Implementation Strategy and Effect Analysis of MES for a Small and Medium PCB Production Company Based on BPR Methodology,” IE Interfaces, Vol. 24, No. 3, pp. 231-240, 2011.
10.7232/IEIF.2011.24.3.231
- 9.
Lee, G.-B., “Suggestions for Implementation of the Digital Factory-Based Extended Manufacturing Execution System,” Journal of the Korean Society for Precision Engineering, Vol. 26, No. 1, pp. 17-23, 2009.
- 10.
Jeong, K.-C., “An Adaptive Dispatching Architecture for Constructing a Factory Operating System of Semiconductor Fabrication: Focused on Machines with Setup Times,” IE Interfaces, Vol. 22, No. 1, pp. 73-84, 2009.
- 11.
Fukasawa, M., Kawashima, A., Kuboi, N., Takagi, H., Tanaka, Y., et al., “Prediction of Fluctuations in Plasma–Wall Interactions Using an Equipment Engineering System,” Japanese Journal of Applied Physics, Vol. 48, No. 8S1, Paper No. 08HC01, 2009.
10.1143/JJAP.48.08HC01
Biography
- Hyun Sik Sim
Professor in the Department of Industrial & Management Engineering at Kyonggi University. His research interest is Smart Factory and Smart Manufacturing System, Manufacturing Big Data Analysis.