ABSTRACT
This study examines the porosity behavior during the directed energy deposition (DED) of dissimilar metals S45C and H13. We analyzed the effects of deposition parameters, including laser power, feed rate, and powder characteristics, on pore formation, taking into account the unique properties of these metals. Our findings indicate that laser power is the primary factor influencing porosity. At a low power of 200 W, insufficient energy input, along with differences in thermal conductivity and chemical composition between S45C and H13, led to incomplete melting and lack-of-fusion, resulting in high porosity. As the laser power increased to 400-600 W, the melt pool stabilized, enhancing interfacial bonding and significantly reducing porosity. However, at an excessive power of 800 W, rapid melting and solidification of the powder caused gas entrapment and pore formation, which increased porosity, particularly due to the differing thermal conductivities of S45C and H13. Therefore, our results suggest that maintaining an adequate laser power of 400-600 W is essential for achieving a stable melt pool and minimizing porosity in the DED process for dissimilar S45C and H13 metals.
-
KEYWORDS: Directed energy deposition, Additive manufacturing, Dissimilar metals, Carbon steel, Tool steel, Porosity
-
KEYWORDS: 직접에너지증착, 적층 제조, 이종 금속, 탄소강, 공구강, 기공률
1. 서론
적층 제조 기술은 복잡한 형상을 적은 양의 재료로 제조할 수 있어 최근 주목을 받고 있다[
1]. 특히 타 제조 방법으로 구현하기 어려운 형상 제조에 적합하여 항공, 우주, 자동차 등 다양한 산업에서 적용되고 있다[
2,
3]. 직접에너지증착(Directed Energy Deposition, DED)은 금속을 대상 재료로 사용할 수 있는 적층 제조 기법이다. 대상 모재에 금속 재료를 전달하고, 레이저 등의 에너지원을 통해 전달된 금속을 용융 및 응고시킴으로써 적층을 실현한다[
4,
5]. 금속 재료의 직접 용융은 결함을 메우는 데 활용될 수 있어, 부품 및 발전 설비의 복원 및 유지보수에 유용하며, 해당 장점으로 인해 항공, 방위, 에너지 등 산업에서 각광받고 있다[
6,
7].
하지만 직접에너지증착 적층 제조의 경우 급속도로 용융/응고 과정이 진행됨에 따라 기공이 형성될 수 있다. 기공은 제조 부품의 산업 적용 시 부품 품질 악화 및 파손 발생의 원인이 될 수 있어, 대표적인 결함으로 분류된다. 적층물의 밀도를 감소시켜 기계적 물성을 하락시킬 수 있으며[
8], 기공 주변을 중심으로 표면 거칠기를 증가시켜 표면 품질을 악화시킬 수 있다[
9]. 또한, 대상 부품이 외력에 노출될 시 기공이 균열의 시작점으로 작용할 수 있고, 균열 진전이 파손으로 이어질 수 있다[
10]. 따라서 기공 형성을 억제하기 위한 연구가 필수적이다.
앞선 연구에서 기공이 공정 변수 조건, 적용 분말 상태 등의 영향으로 발생함이 밝혀진 바 있다[
11-
15]. Ng 등[
11]은 기공의 형성이 보호 가스의 유량, 레이저 출력, 분말 공급 속도에 영향을 받는다고 기술하였다. Zhong 등[
14]은 재료의 건조 상태, 분말 재료 입자의 크기, 분말 재료 입자의 형상이 기공에 영향을 준다고 보고하였다. 하지만 대다수의 기존 연구는 단일 소재 적층에 초점을 맞추고 있다. 단일 소재의 경우 가질 수 있는 물성이 한정적이므로 산업 환경에서 원하는 성능을 만족시키는 데 한계가 있으며, 최근 그에 대한 대안으로 이종 소재의 적층이 고려되고 있다[
16,
17]. 하지만 이종 소재 적층의 경우 서로 다른 특성(열팽창, 확산 등)을 지닌 재료가 용융/응고됨에 따라 용융풀 형성이 불균일할 수 있으며, 기공 발생량이 증가할 수 있다. 따라서 이종 소재 적층 시 기공 형성 체계를 파악함으로써 적층 품질을 높이기 위한 상세 연구가 필요하다.
본 연구에서는 기계구조용 탄소강인 S45C 소재에 공구강인 H13 소재를 적층하는 이종 금속 적층 제조 실험을 수행하였다. S45C는 축, 금형, 구조물 등 다수 기계부품에 범용적으로 사용되는 소재이다. H13은 우수한 고온 내열, 내마모, 열피로 저항, 열충격 저항을 가진 소재로서, S45C를 상회하는 물성을 보유하고 있다. 따라서, 두 소재의 적용은 우수한 산업 적용성 확보와 결함부 국부 복원 및 물성 강화에 적합한 것으로 판단된다. 이종 소재 적층 시 위 조합이 기공 형성에 미치는 영향을 파악하기 위해, 공정 조건에 따라 적층된 비드 단면에 대해 기공률을 정량적으로 분석하였다. 또한, 비드 형상을 측정하고 측정 결과와 기공률 간 상관성을 연구함으로써 기공 형성 원리를 규명하였다. 해당 연구는 이종 소재 계면 접합 특성에 대한 복합적인 현상 분석을 가능케 할 수 있으며, 다종 산업에 적용 가능한 이종 소재 적층 기준을 제시할 수 있다. 따라서, 학술 및 산업적으로 긍정적인 효과를 가져올 것으로 기대된다.
2. 실험 환경
기계구조용 탄소강인 S45C 소재가 기재로 사용되었다. 시편은 100 mm × 50 mm × 10 mm 크기로 제작되었다. 적층 재료로는 열간 공구강인 H13 소재가 사용되었으며, 45-150 μm범위의 직경을 가지는 구형 분말 형태로 적용되었다. 사용된 소재(S45C, H13)의 성분비는
Tables 1과
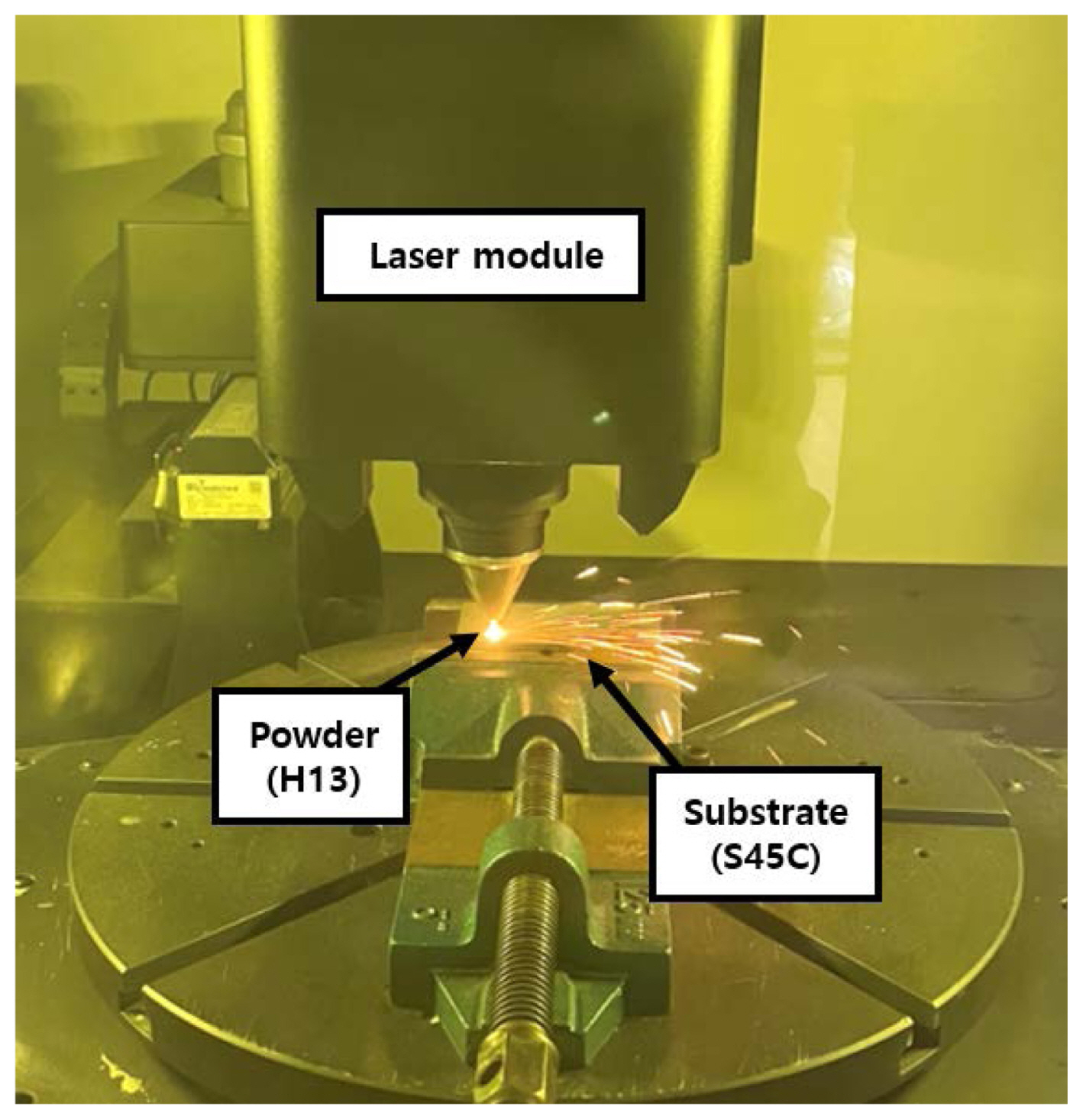
2에서 확인 가능하다. 적층을 위해 1 kW 레이저 모듈을 포함한 직접에너지증착 시스템(Insstek, MX-450)이 적용되었으며, 해당 장비는 보호 가스, 분말 가스, 동축 가스 모두에 아르곤(Ar)을 적용하였다. 단일 라인 적층 실험을 수행하였으며, 실험 환경 및 조건은
Fig. 1과
Table 3에서 확인 가능하다. 에너지 밀도 변화에 따른 이종 금속 적층 특성을 분석하기 위해 다양한 레이저 출력(200, 400, 600, 800 W), 이송 속도(600, 1000 mm/min), 분말 공급 속도(3, 5 g/min)가 적용되었다.
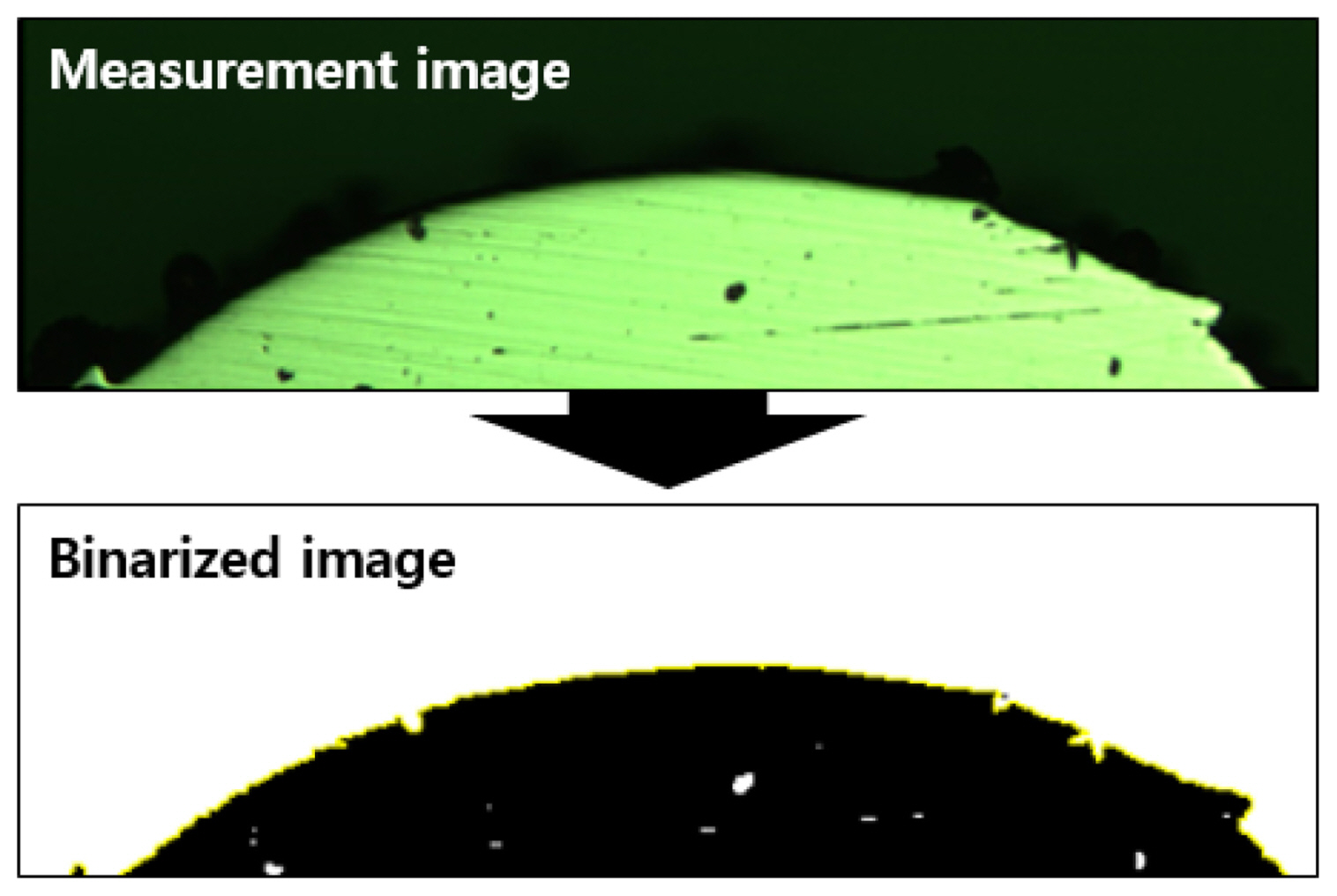
적층이 완료된 시편은 비드 축 방향에 대해 수직으로 절단되었다. 단면 분석에 용이하도록 마운팅(Mounting) 및 연마(Polishing) 과정을 거쳤으며, 광학현미경(Nikon, MM-400)을 사용하여 기공률 및 비드 형상이 측정되었다. 기공 분석 시 촬영된 비드 단면 이미지를 8비트 회색조 이미지로 변환한 후, 이진화 처리를 통해 기공이 있는 영역(흰색)과 기공이 없는 영역(검정색)으로 구분하였으며, 흰색과 검은색 픽셀의 비율을 기반으로 기공률을 계산하였다. 이진화 처리 과정은
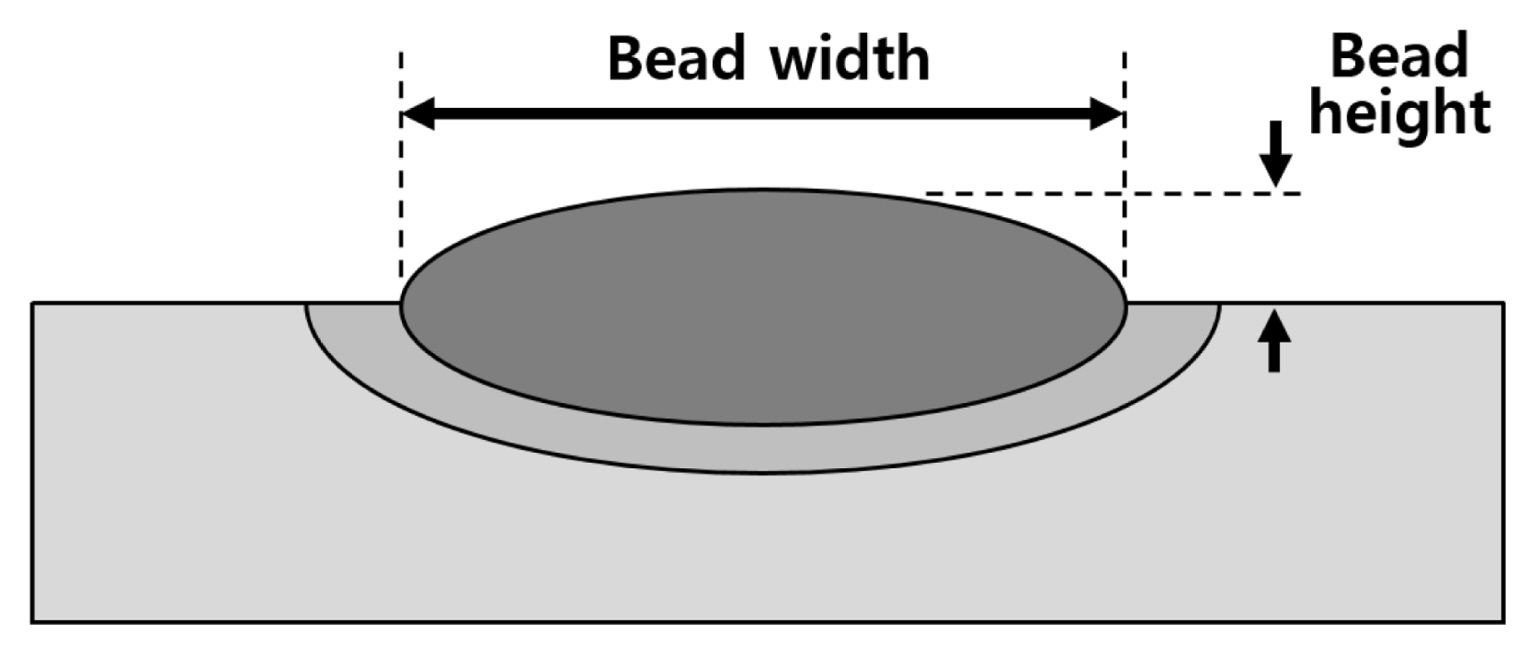
Fig. 2에 나타난 바와 같다. 비드 형상 분석 과정에서는 촬영된 단면 이미지를 기반으로 비드 폭과 높이를 각각 측정하였으며, 측정 위치는
Fig. 3에서 확인 가능하다. 위 분석을 통해 공정 조건에 따른 기공률 및 비드 형상 변화를 관찰하였으며, 해당 변화를 바탕으로 이종 금속의 적층 메커니즘을 규명하였다.
3. 실험 결과 및 분석
3.1 기공률
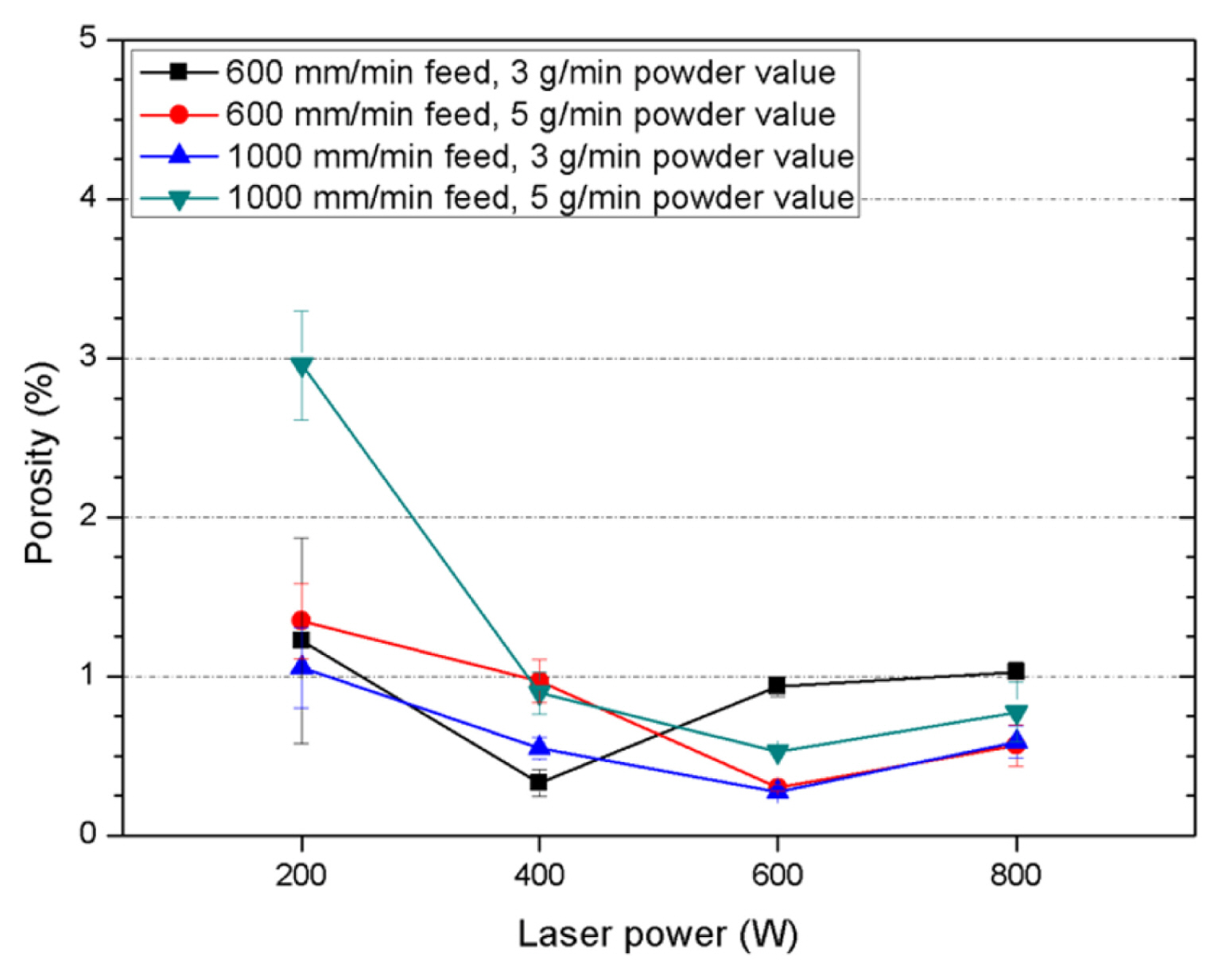
적층 변수에 따른 기공률 도출 결과는
Fig. 4에 나타난 바와 같다. 또한, 기공 형성 위치 및 개수는 비드 단면 이미지(
Fig. 5)에서 확인 가능하다. 기공률은 레이저 출력에 영향을 가장 크게 받았다. 저출력(200 W) 조건에서는 비드 표면을 중심으로 기공이 형성되었으며, 상대적으로 큰 기공률이 관찰되었다. 이후, 출력이 일정 수준 증가하며 기공이 비드 내부에서 관찰되었으며, 기공률이 감소하였다(400, 600 W). 고출력(800 W) 조건에서는 다시 기공률이 증가하였으며, 기공의 개수도 함께 증가하는 경향을 보였다. 레이저 출력은 분말 용융에 요구되는 에너지 수준을 나타낸다. 레이저 출력 변화와 함께 에너지 전달 수준이 바뀜에 따라 해당 결과가 나타난 것으로 판단된다.
저출력(200 W) 조건의 경우 타 조건 대비 전달되는 에너지 양이 적으므로, 얕은 용융풀이 형성될 수 있다. 이는 대상 분말을 충분히 용융시키지 못할 수 있으며, 융합 부족을 유발할 수 있다. 또한, 미용융 분말을 비드 내에 잔재시킬 수 있으며, 미용융 분말이 응고 과정에서 기공으로 남을 수 있으므로 기공률 증가의 원인이 된 것으로 판단된다. 또한, S45C/H13 이종 금속 적층의 경우 해당 현상이 더 현저하게 나타날 수 있다. 첫번째로 두 금속간 열전도도 차이가 영향을 줄 수 있다. S45C는 H13 보다 열전도도가 높으며, 기재로 사용되었으므로 부피가 더 크다. 이 경우 외부에서 전달되는 열을 빨아들이는 힘(열싱크)이 크게 발생한다. 저출력 조건에서 레이저가 전달하는 열이 단시간에 기재(S45C)로 흘러갈 수 있으며, 이는 용융풀을 더 작고 얕게 형성하게 한다. 해당 경우 비드가 기재와 완전히 융합되게 어려우므로, 융합 부족 및 기공 증가 경향이 커지게 된다. 두번째로 화학적 조성 차이가 원인이 될 수 있다. 두 금속은 조성 차이로 인해 화학적 친화도가 높지 않다. 따라서 온도가 높지 않은 환경에서 용융 계면 혼합이 적절히 일어나지 않을 수 있다. 해당 성질이 저출력 조건에서 젖음성을 줄일 수 있고, 젖음각의 상승과 계면 접합의 부족을 야기할 수 있다. 그 결과가 융합 부족과 함께 기공률 증가로 나타난 것으로 판단된다. 또한, 융합 부족에 의해 용융/응고가 불안정한 비드 표면에서 기공이 주로 형성된 것으로 보여진다.
레이저 출력이 400 W 이상으로 증가하게 되면 분말에 전달되는 에너지가 커짐에 따라 저출력 조건의 문제가 해소될 수 있다. 용융풀의 깊이 및 크기가 커지게 되면서, 미용융 분말 수와 양을 감소시키게 되고 기재와 분말 간 융합을 촉진시키게 된다. 또한, 이종 금속 간 물성 차이로 인한 악영향도 줄일 수 있다. 분말에의 충분한 열 전달은 기재로의 열싱크 발생에도 불구하고 적절한 용융풀을 형성시킬 수 있다. 또한, 이를 바탕으로 젖음성을 증가시킴에 따라 젖음각 감소 및 계면 접합성 강화를 야기할 수 있다. 이로 인해 중간 출력(400, 600 W) 수준에서 비드 표면의 기공 개수가 감소하고 적은 기공률이 발생한 것으로 판단된다. 대부분의 레이저 이송 속도 및 분말 공급 속도 조건에서 600 W 출력이 기공률을 최소화하는데 가장 적합한 것으로 확인되었다. 일부 조건(600 mm/min 이송 속도, 3 g/min 분말 공급 속도)에서만 최소 기공률이 400 W 출력에 의해 나타났는데, 이는 에너지 밀도의 차이에 의한 것으로 보인다. 동일 레이저 출력 환경에서 이송 속도가 느릴수록 단위 시간당 분말에 전달되는 에너지가 커지게 된다. 또한, 분말 공급 속도가 적을수록 시간당 에너지에 노출되는 분말 양이 감소하여, 에너지 밀도가 증가하게 된다. 증가된 에너지 밀도가 저출력 조건에서의 에너지 전달 부족에 의한 기공 형성 문제를 조기 해결함으로써 적은 출력에서 낮은 기공률을 보인 것으로 사료된다.
분말이 고출력(800 W) 레이저 조사에 노출되는 경우, 용융 현상에 있어 충분한 에너지가 전달될 수 있다. 하지만, 과도한 열 에너지에 따른 고온 용융 및 급속 응고가 기공률 증가에 악영향을 줄 수 있다. 큰 에너지에 용융된 분말은 높은 온도 수준에서 액체화될 수 있으며, 이는 비드 내 기체의 용해도를 높일 수 있다. 이후 용융 금속은 공기와 큰 온도 차에 놓이며 급속 냉각 과정을 거치게 된다. 급속 냉각은 급격한 부피 변화와 함께 용해 기체의 포획을 야기하게 되고, 빠져나가지 못한 기체는 내부에서 부풀면서 다수의 구형 기공을 형성할 수 있다. 이는 액체화된 비드 전 영역에서 동시다발적으로 나타날 수 있으므로, 기공 개수 증가에도 함께 영향을 준 것으로 판단된다. 또한, 해당 현상은 이종 금속에서 더 현저하게 나타날 수 있다. S45C와 H13 소재는 서로 다른 열전도도와 흡수율을 가지고 있다. 이는 용융 비드 내 온도 구배를 크게 만들어 내부 기체가 밖으로 빠져나가는 것을 방해할 수 있다. 따라서 이종 금속 적층 제조 시 레이저 출력과 같은 공정 변수가 기공률 변화에 큰 영향을 주는 것으로 판단되며, 기공 생성 억제를 위해 공정 변수의 적절한 선정 및 적용이 요구된다.
3.2 비드 형상
기공률 변화에 대한 원리 규명을 위해 비드 단면 형상을 분석하였다.
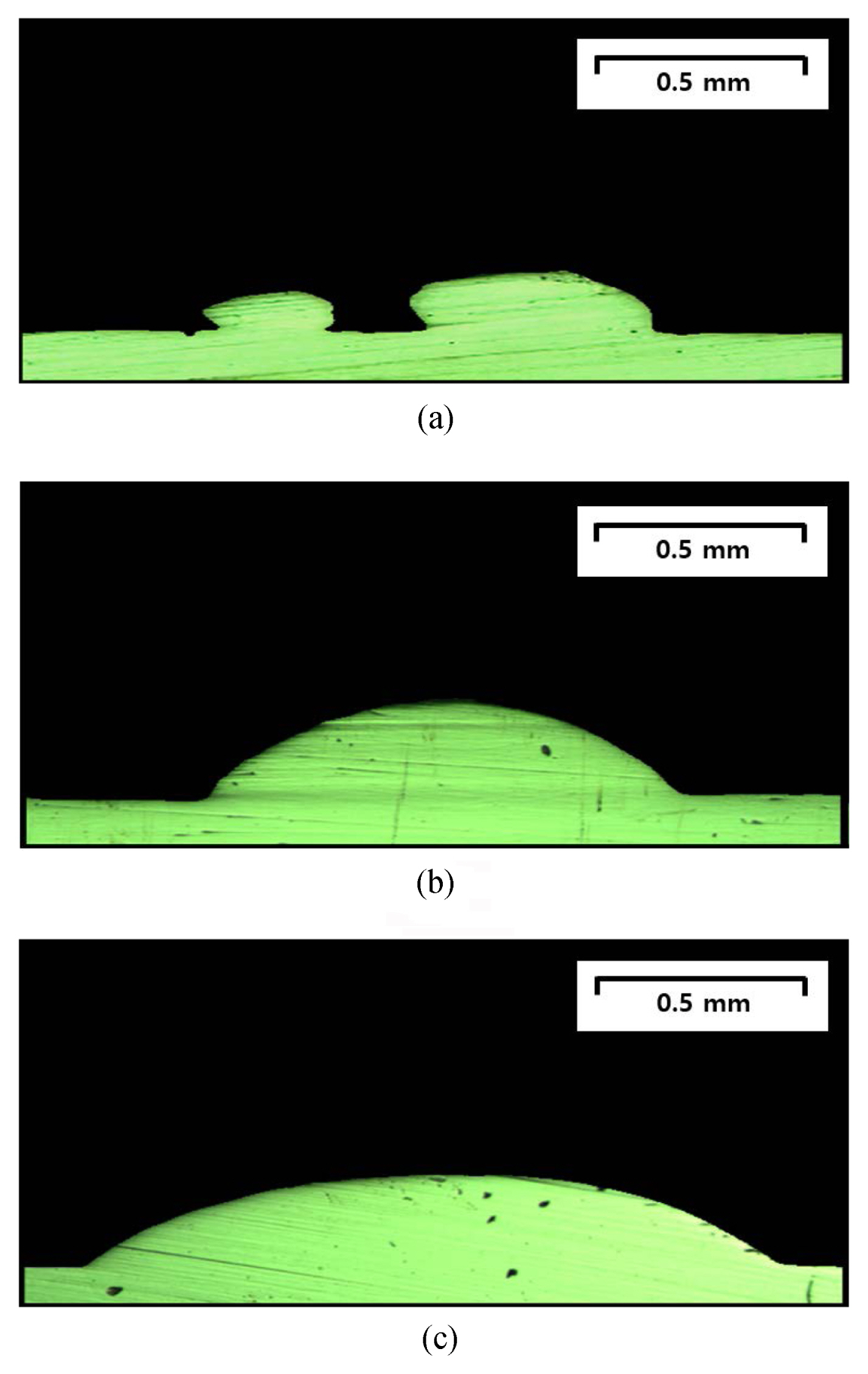
Fig. 5에서 형상 변화가 두드러지게 나타난 조건들을 기준으로 측정된 단면 이미지를 확인할 수 있으며,
Figs. 6과 7에서 다양한 공정 조건 하에 측정된 비드 폭과 높이 결과를 확인할 수 있다. 비드 단면 형상을 분석한 결과, 저출력(200 W) 조건에서 비드가 적절히 형성되지 못한 것을 확인할 수 있다(
Fig. 5(a)). 계면 접합이 나타나지 않은 영역이 발견되었으며, 접합부에서는 큰 젖음각과 함께 현저히 낮은 젖음성이 확인되었다. 중간 출력(400 W) 조건에서부터 구형의 비드 형성이 나타났으며, 출력이 증가할수록 젖음성이 증가하였다(
Fig. 5(b)). 고출력(800 W) 조건에서 최소의 젖음각과 함께 젖음성이 최대화되는 것을 확인할 수 있다(
Fig. 5(c)). 3.1절에서 다른 특성(열전도도, 화학적 조성)을 가진 이종 금속에 낮은 레이저 출력이 적용되는 경우 미용융 분말 생성, 융합 부족이 발생할 수 있음을 분석한 바 있다. 또한, 레이저 출력과 젖음성이 비례하는 것으로 분석한 바 있다. 따라서 본 단면 이미지 촬영 결과가 해당 분석을 뒷받침하는 것으로 보이며, 이종 금속 적층에서 발생하는 현상 및 기공 형성 원리를 적절히 설명하는 것으로 판단된다.
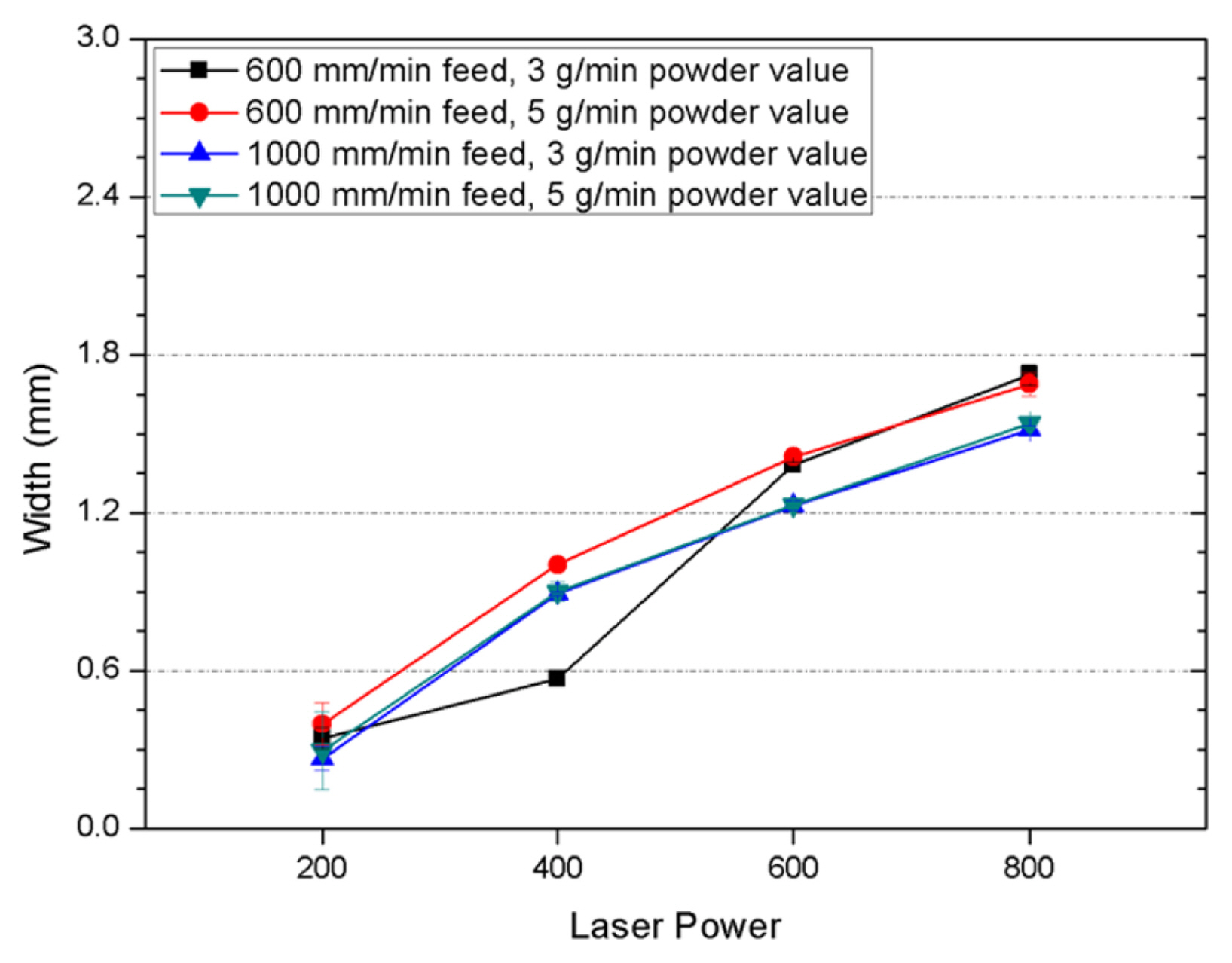
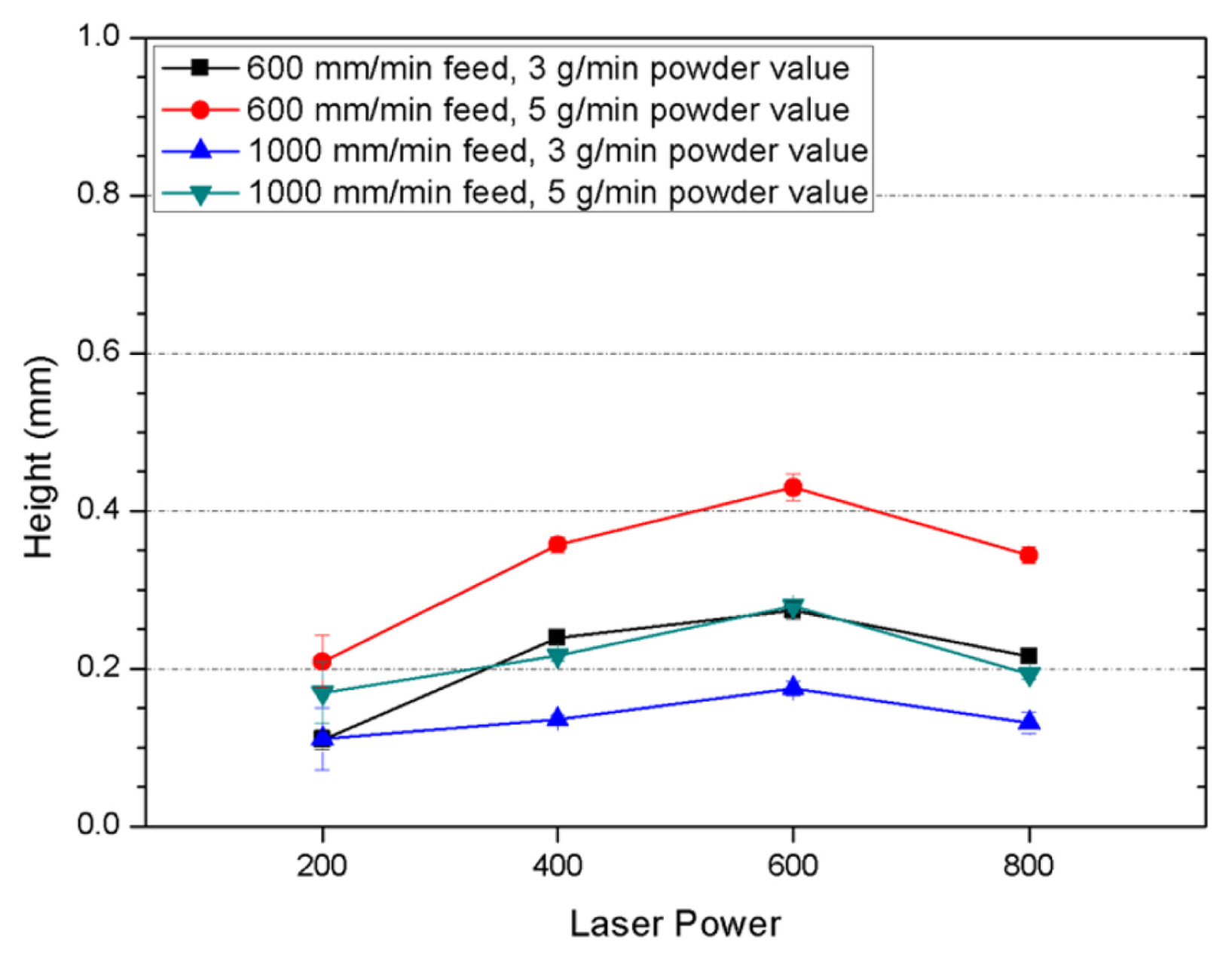
Figs. 6과
7의 측정값 분석 결과, 비드 폭이 레이저 출력이 증가할수록 함께 비례하여 증가하는 경향을 보였다. 반면, 비드 높이의 경우 600 W 수준까지 레이저 출력과 비례하는 경향을 보였으나, 800 W의 과도한 출력 조건에서 감소하는 경향을 보였다. 비드의 크기는 레이저 조사에 의한 에너지 전달량을 간접적으로 나타낸다. 에너지 전달량이 증가할수록 에너지에 노출되어 용융되는 비드의 양이 증가하여, 비드의 크기가 커지게 된다. 따라서 에너지 양과 비례 관계를 갖는 레이저 출력이 커질수록 비드의 폭과 높이가 커지는 경향을 보인 것으로 판단된다. 하지만 과도한 에너지가 분말에 전달되는 경우 용융된 금속 액체가 고온 상태에 놓임에 따라 유동성이 높아질 수 있다. 높아진 유동성은 액체의 흐름 현상을 유발할 수 있다. 따라서, 비드 상층부에 위치한 액체가 바깥으로 흘러 내림에 따라 비드 높이가 줄어든 것으로 판단된다. 해당 흐름 현상은 비드와 기재 사이의 완만한 접합을 야기할 수 있어 젖음각을 줄일 수 있으며, 비드 높이의 감소 및 젖음각 감소 결과는
Fig. 5(c)에서도 확인 가능하다. 앞선 3.1절에서 고출력(800 W) 레이저 조사 시 과도한 에너지 전달을 기공률 증가의 원인으로 분석한 바 있다. 본 연구에서의 비드 형상 변화 측정 결과가 해당 분석을 뒷받침하는 것으로 보이며, 이종 금속 적층 제조 시 에너지 수준 제어는 적절한 비드 형성 및 기공률 감소에 필수적인 것으로 사료된다.
4. 결론
본 연구에서는 S45C/H13 이종 금속 직접에너지증착 적층 제조 시 기공률 변화 원리에 대해 규명하였다. 세부적인 내용은 하단에 나타난 바와 같다.
(1) 기공률 변화는 레이저 출력에 가장 큰 영향을 받았다. 레이저 출력이 증가함에 따라 기공률이 감소 후 증가하는 비선형 거동을 보였다.
(2)저출력(200 W) 구간에서는 불충분한 분말 용융으로 인해 미용융 분말이 발생할 수 있었고, S45C와 H13 소재 간 열전도도 및 화학적 조성 차이로 인해 젖음성 하락 및 계면 융합 부족 현상이 나타났다. 해당 결과로 높은 기공률이 발생되었다.
(3)중간 출력(400, 600 W) 구간에서는 충분한 에너지 전달로 인해 용융풀 형성과 젖음성이 안정화됨에 따라 기재와 분말 간 금속 결합이 향상되었다. 이로 인해 최소의 기공률이 확인되었다.
(4)고출력(800 W) 구간에서는 과도한 열 전달로 인해 고온의 용융풀 형성 및 비드 내 기체 잔존에 의한 기공 형성이 야기되었다. 또한, 이종 금속의 열전도 불균형이 함께 영향을 주며, 기공률 증가가 확인되었다.
FOOTNOTES
-
ACKNOWLEDGEMENT
이 논문은 정부(산업통상자원부)의 재원으로 한국산업기술진흥원의 지원을 받아 연구되었다(No. RS-2024-00406796, 산업혁신인재성장지원사업).
Fig. 1Experimental setup of directed energy deposition
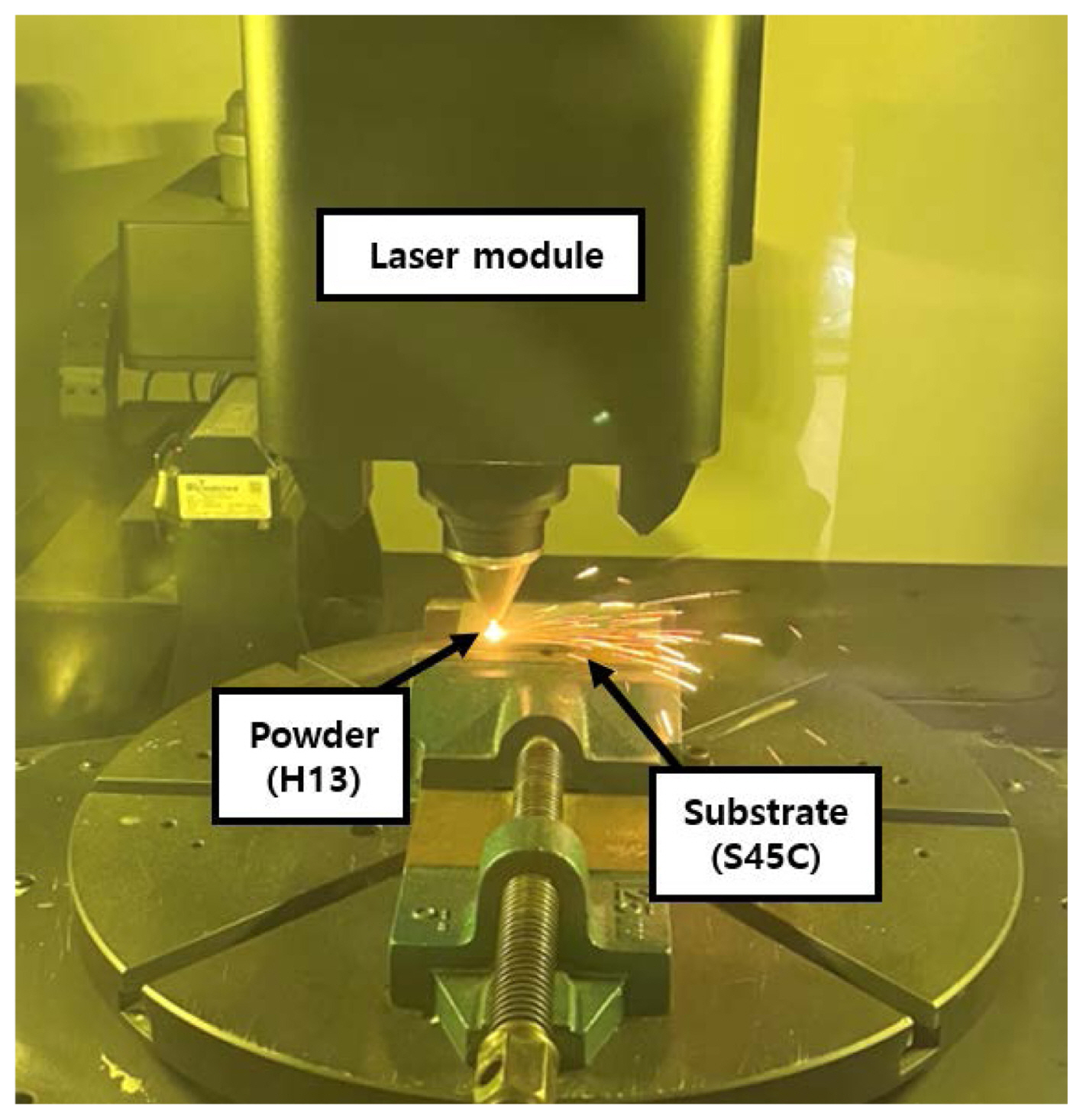
Fig. 2Binarization process of measured bead cross-section image
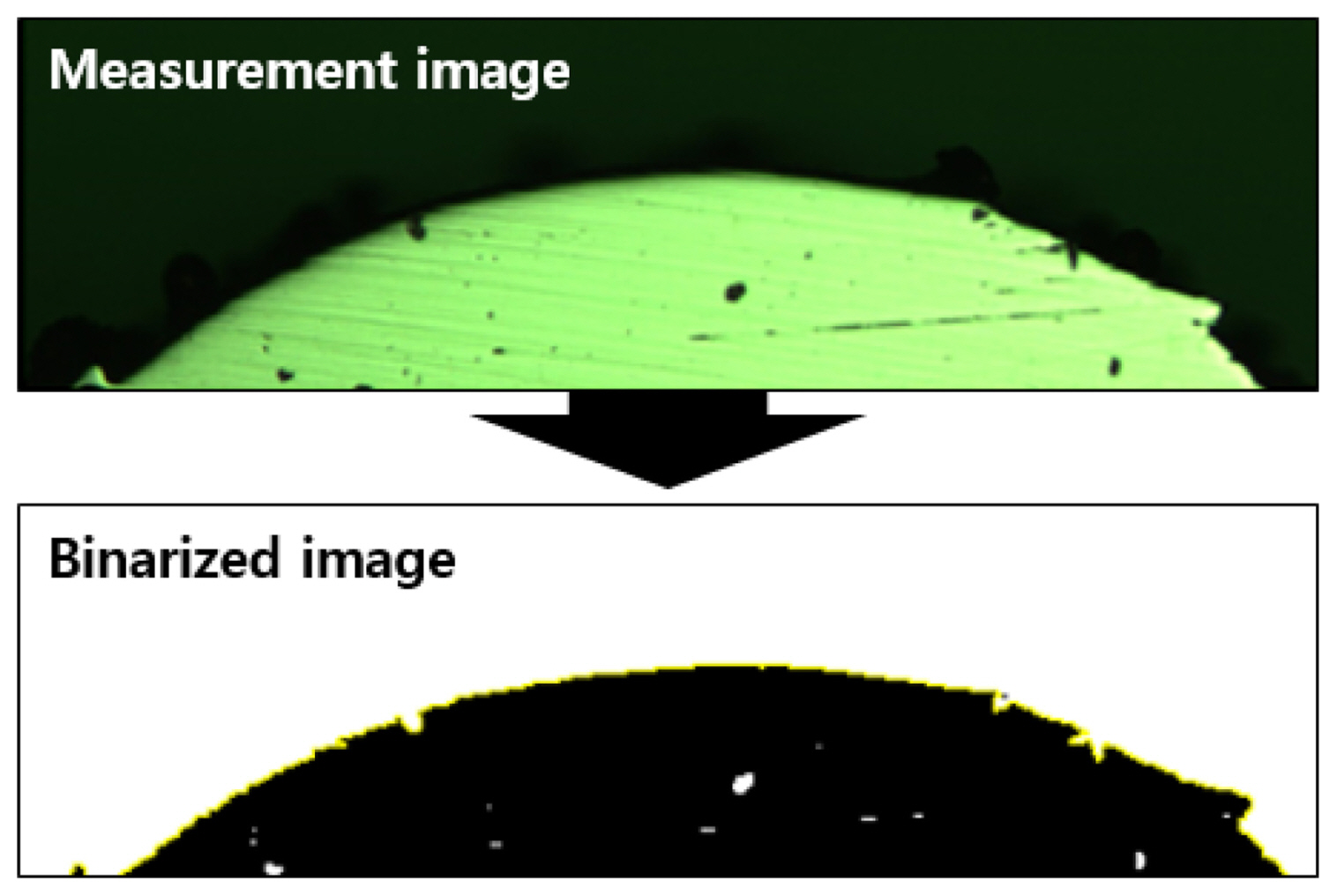
Fig. 3Schematic showing bead shape measurements
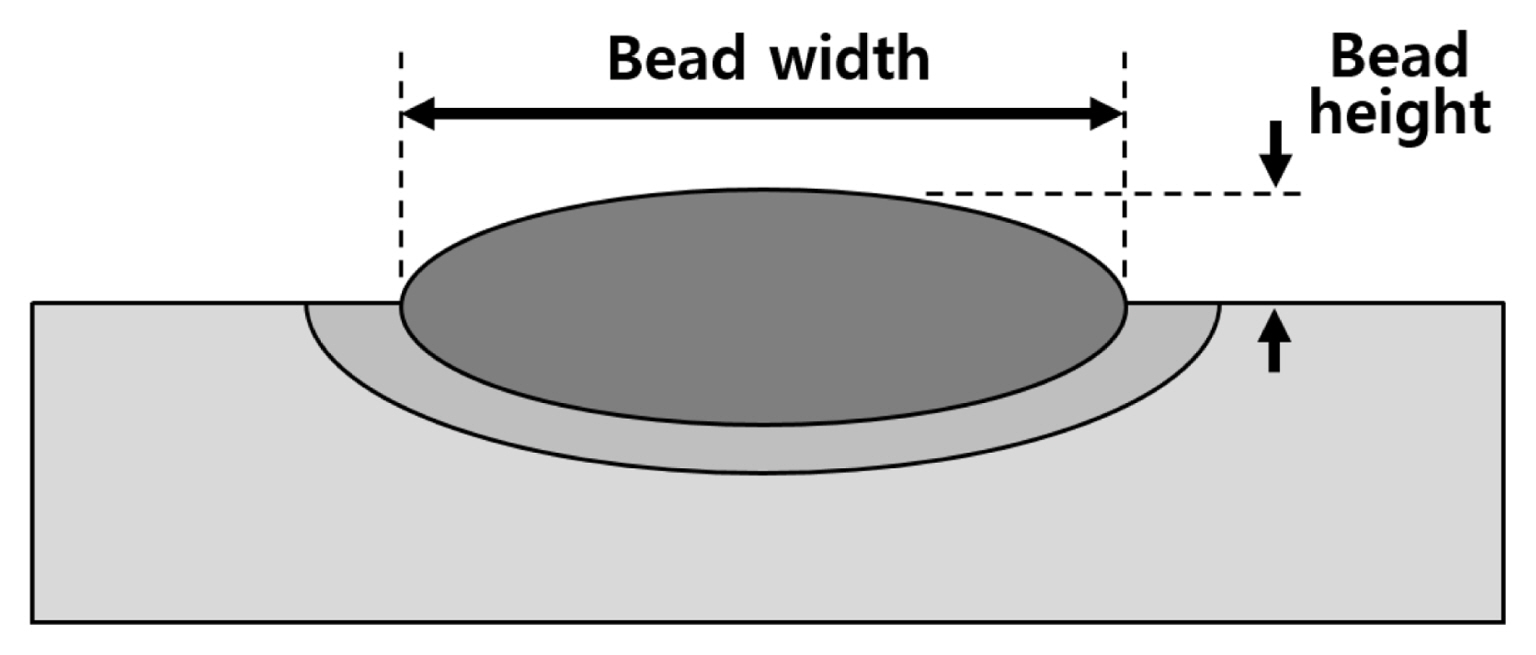
Fig. 4Porosity in bead under different deposition conditions
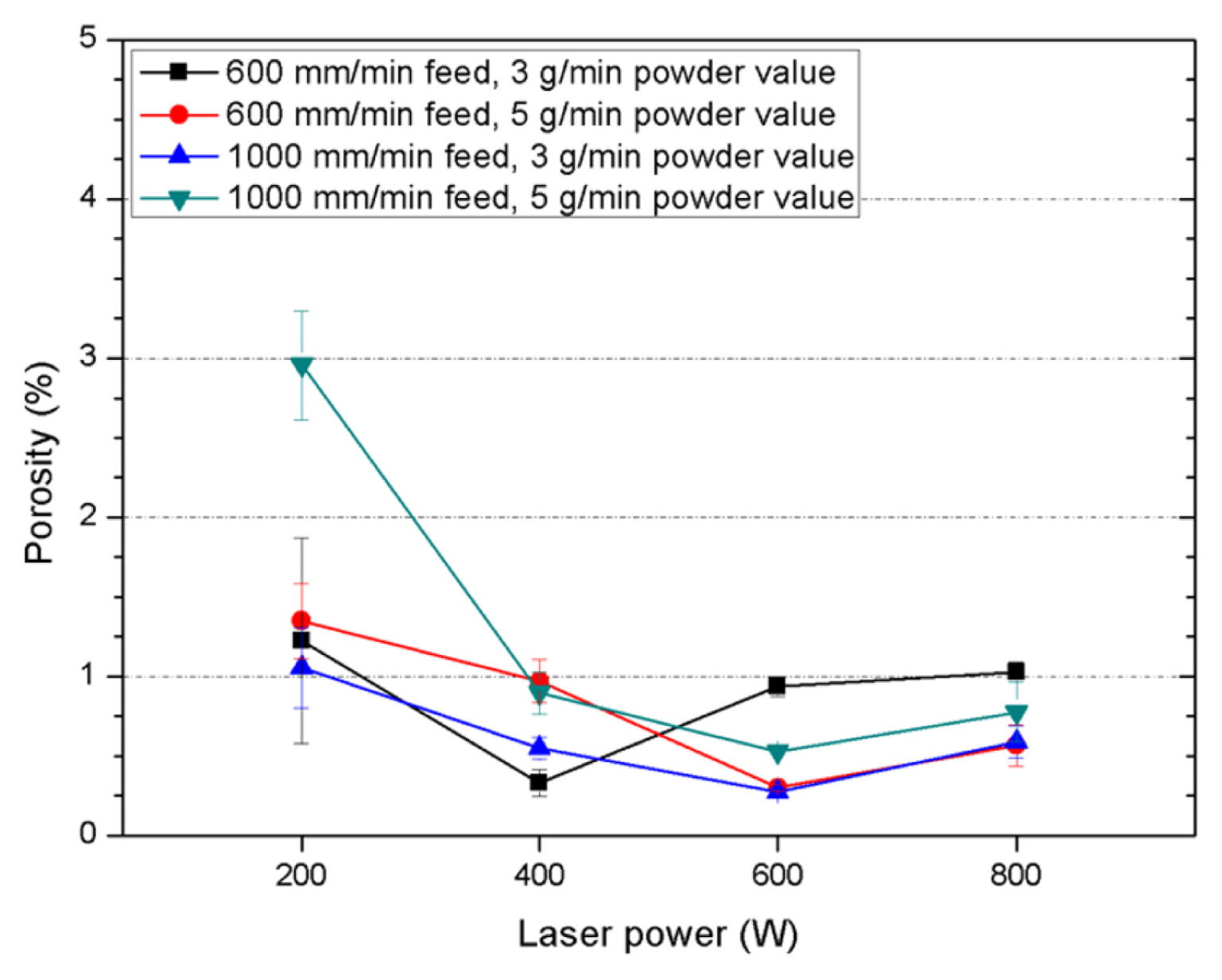
Fig. 5Cross-section images of bead deposited with laser powers of (a) 200, 400, and 800 W (Powder value: 3 g/min, Feed rate: 600 m/min)
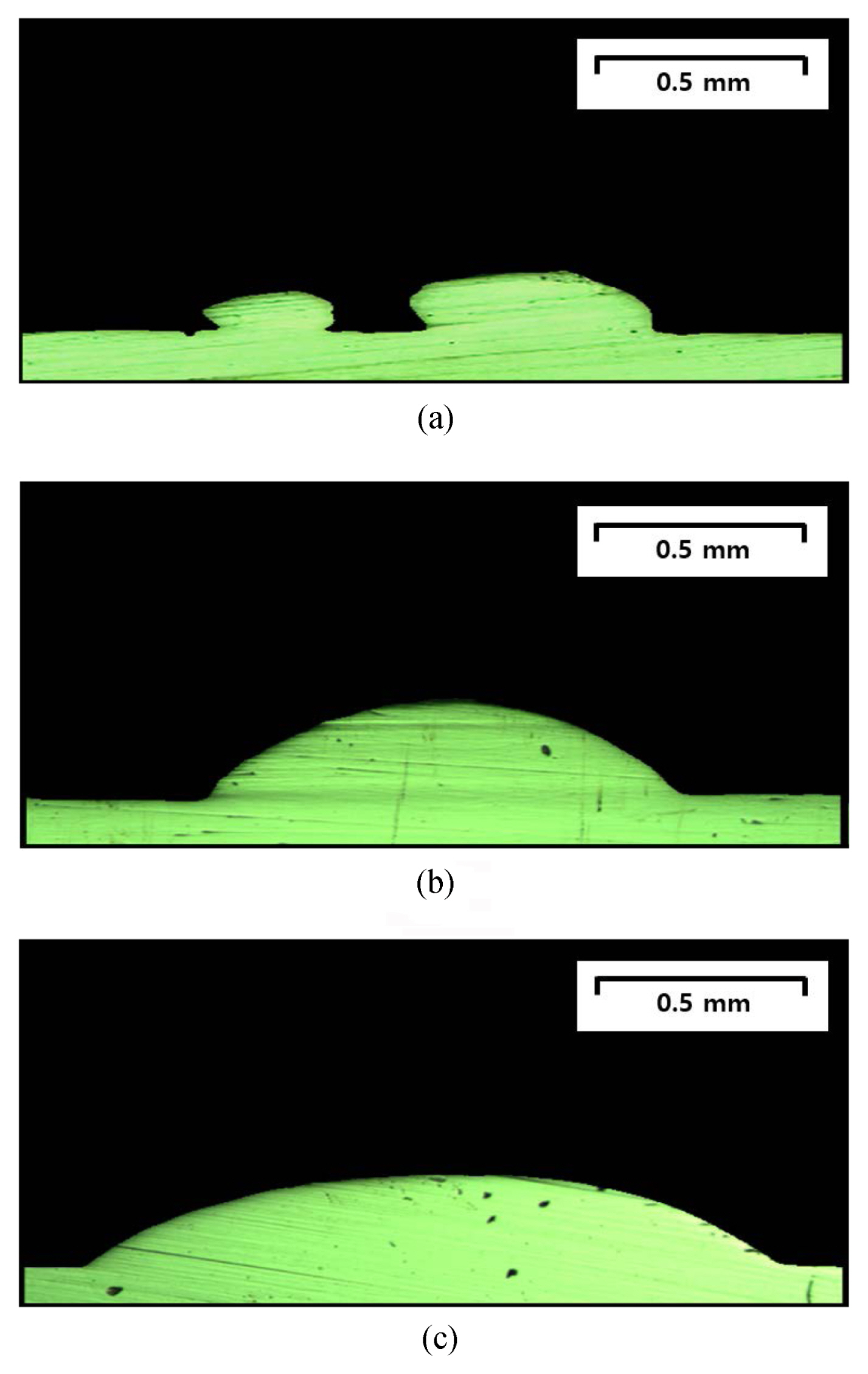
Fig. 6Bead width under different deposition conditions
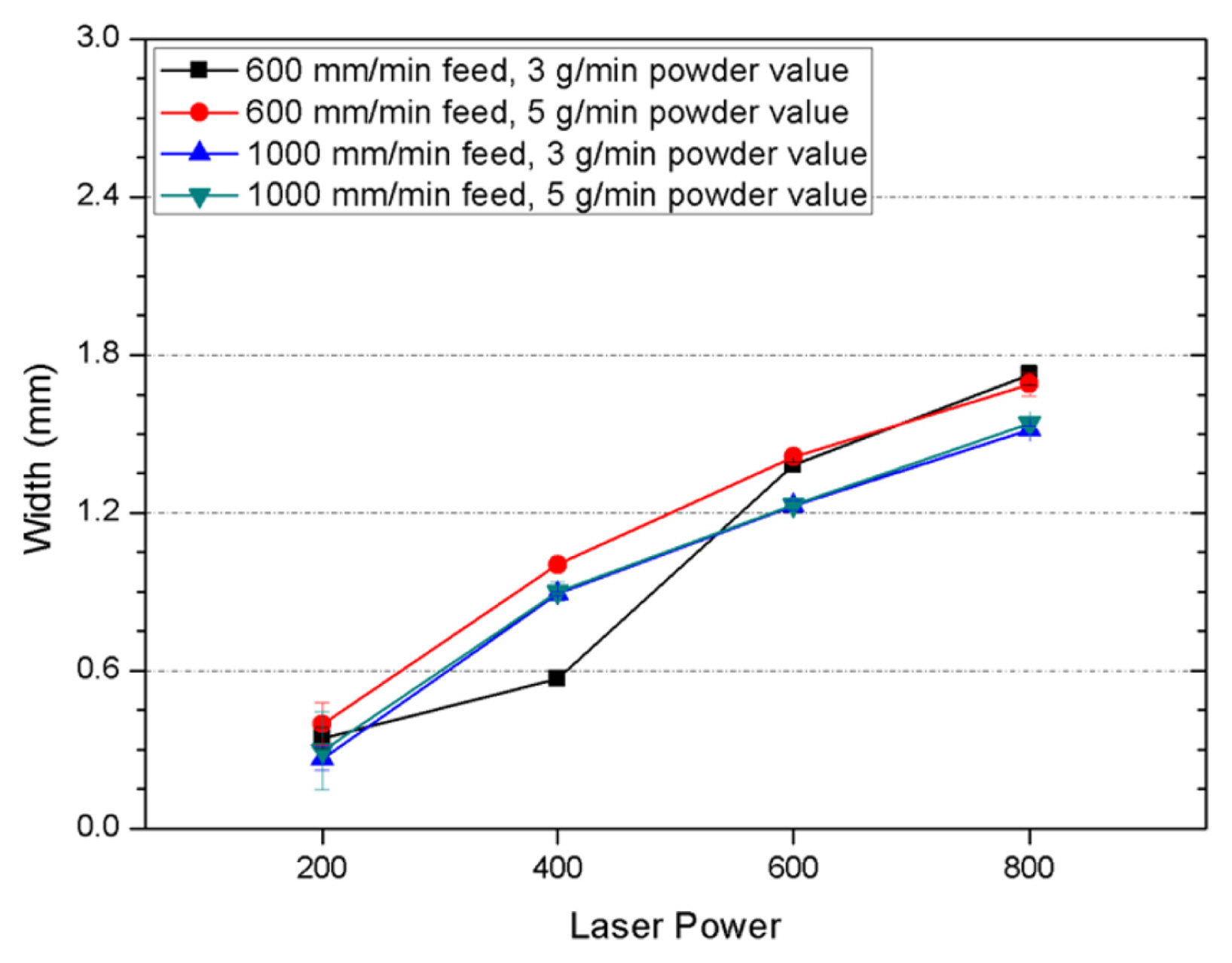
Fig. 7Bead height under different deposition conditions
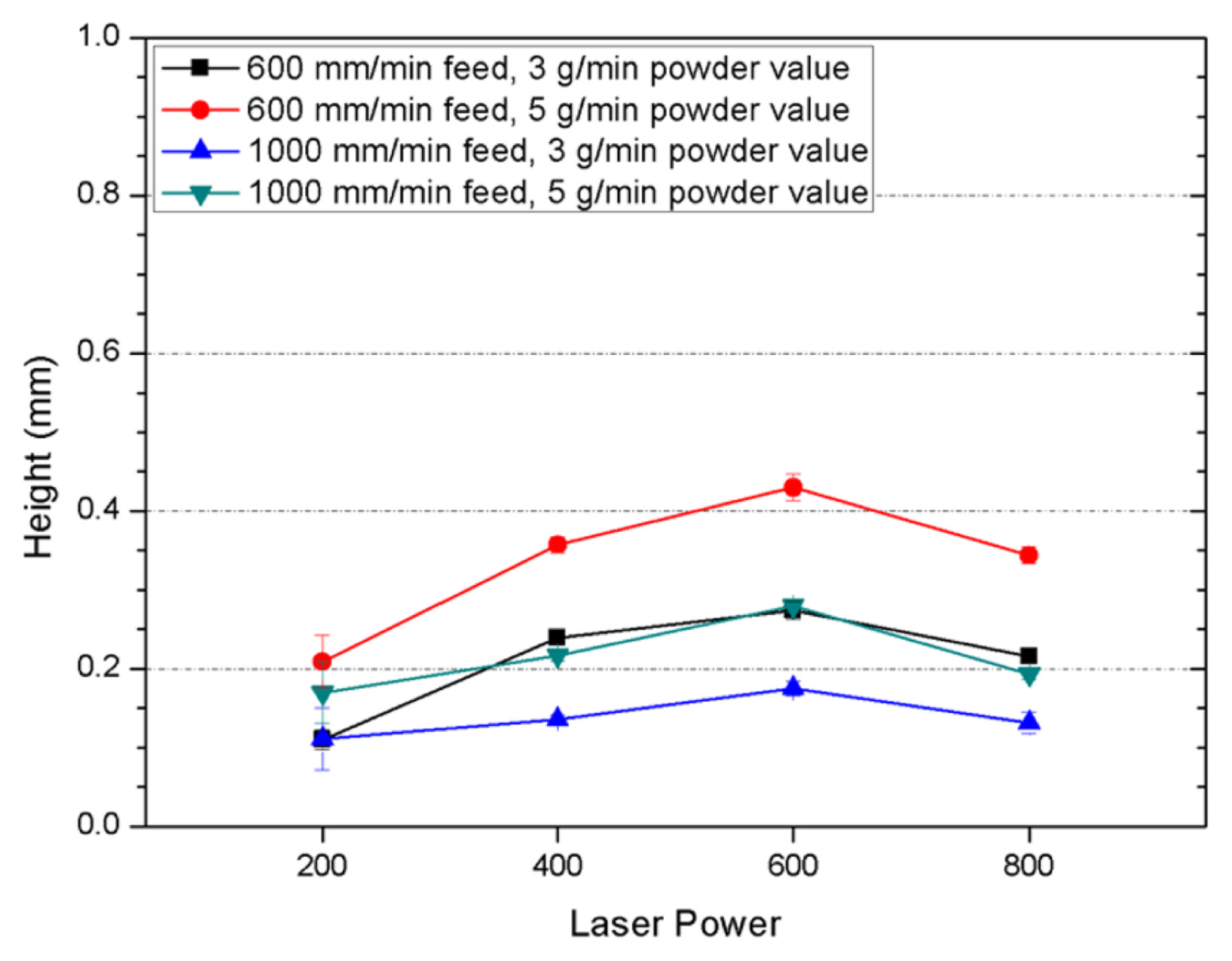
Table 1Chemical composition of S45C [%]
Table 1
|
C |
Si |
Mn |
P |
S |
Cu |
Ni |
Cr |
Fe |
|
0.45 |
0.2 |
0.58 |
0.02 |
0.01 |
0.01 |
0.02 |
0.04 |
Bal. |
Table 2Chemical composition of H13 [%]
Table 2
|
C |
Si |
Mn |
Cr |
Mo |
V |
Ti |
N |
Fe |
|
0.4 |
0.94 |
0.28 |
5.06 |
1.54 |
0.98 |
0.0086 |
0.012 |
Bal. |
Table 3Experimental conditions of directed energy deposition
Table 3
|
Parameter |
Value |
|
Laser power [W] |
200, 400, 600, 800 |
|
Feed rate [mm/min] |
600, 1000 |
|
Powder value [g/min] |
3, 5 |
|
Coaxial gas [l/min] |
7.0 |
|
Powder gas [l/min] |
2.5 |
|
Shield gas [l/min] |
5.0 |
REFERENCES
- 1. Narayana, P., Lee, S., Choi, S.-W., Li, C.-L., Park, C. H., Yeom, J.-T., Reddy, N., Hong, J.-K., (2019), Microstructural response of β-stabilized Ti-6Al-4V manufactured by direct energy deposition, Journal of Alloys and Compounds, 811, 152021.
- 2. Haleem, A., Javaid, M., (2020), 3D printed medical parts with different materials using additive manufacturing, Clinical Epidemiology and Global Health, 8(1), 215-223.
- 3. Goh, G. D., Sing, S. L., Yeong, W. Y., (2021), A review on machine learning in 3D printing: Applications, potential, and challenges, Artificial Intelligence Review, 54(1), 63-94.
- 4. Chua, B. L., Lee, H. J., Ahn, D.-G., Kim, J. G., (2018), Influence of angle of corner deposition on temperature and residual stress distributions in the vicinity of the deposited region by a Ti-6Al-4V wire-feeding type of direct energy deposition process, Journal of the Korean Society for Precision Engineering, 35(9), 853-859.
- 5. Kim, H. J., Shim, D. S., (2023), Study on fabrication of closed-cell aluminum foam using directed energy deposition, Journal of the Korean Society for Precision Engineering, 40(10), 787-796.
- 6. Svetlizky, D., Das, M., Zheng, B., Vyatskikh, A. L., Bose, S., Bandyopadhyay, A., Schoenung, J. M., Lavernia, E. J., Eliaz, N., (2021), Directed energy deposition (DED) additive manufacturing: Physical characteristics, defects, challenges and applications, Materials Today, 49, 271-295.
- 7. Liu, Z., He, B., Lyu, T., Zou, Y., (2021), A review on additive manufacturing of titanium alloys for aerospace applications: Directed energy deposition and beyond Ti-6Al-4V, The Journal of The Minerals, Metals & Materials Society, 73(6), 1804-1818.
- 8. Hardin, R. A., Beckermann, C., (2007), Effect of porosity on the stiffness of cast steel, Metallurgical and Materials Transactions A, 38(12), 2992-3006.
- 9. Tutunea-Fatan, O., Fakhri, M. A., Bordatchev, E., (2011), Porosity and cutting forces: From macroscale to microscale machining correlations, Proceedings of the Institution of Mechanical Engineers, Part B: Journal of Engineering Manufacture, 225(5), 619-630.
- 10. Wang, X., He, X., Wang, T., Li, Y., (2019), Internal pores in DED Ti-6.5Al-2Zr-Mo-V alloy and their influence on crack initiation and fatigue life in the mid-life regime, Additive Manufacturing, 28, 373-393.
- 11. Ng, G. K. L., Jarfors, A. E. W., Bi, G., Zheng, H. Y., (2009), Porosity formation and gas bubble retention in laser metal deposition, Applied Physics A, 97(3), 641-649.
- 12. Kuriya, T., Koike, R., Mori, T., Kakinuma, Y., (2018), Relationship between solidification time and porosity with directed energy deposition of Inconel 71, Journal of Advanced Mechanical Design, Systems, and Manufacturing, 12(5), 1-11.
- 13. Koike, R., Ashida, R., Yamazaki, K., Kakinuma, Y., Aoyama, T., Oda, Y., Kuriya, T., Fujishima, M., (2016), Graphical evaluation method for void distribution in direct energy deposition, Procedia Manufacturing, 6, 105-112.
- 14. Zhong, C., Gasser, A., Schopphoven, T., Poprawe, R., (2015), Experimental study of porosity reduction in high deposition-rate laser material deposition, Optics & Laser Technology, 75, 87-92.
- 15. Zhao, T., Wang, Y., Xu, T., Bakir, M., Cai, W., Wang, M., Dahmen, M., Zheng, Q., Wei, X., Hong, C., (2021), Some factors affecting porosity in directed energy deposition of almgsczr-alloys, Optics & Laser Technology, 143, 107337.
- 16. Khodabakhshi, F., Farshidianfar, M., Bakhshivash, S., Gerlich, A., Khajepour, A., (2019), Dissimilar metals deposition by directed energy based on powder-fed laser additive manufacturing, Journal of Manufacturing Processes, 43, 83-97.
- 17. Sartika, V. D., Choi, W. S., Choi, G., Han, J., Chang, S.-J., Ko, W.-S., Grabowski, B., Choi, P.-P., (2022), Joining dissimilar metal of ti and cocrmo using directed energy deposition, Journal of Materials Science & Technology, 111, 99-110.
Biography
- Si Heon Lee
Researcher in the Department of R&D center, SNT Dynamics. His research interest is additive manufacturing and precision engineering.
- Ha Jin Choi
M.S. candidate in the Department of Mechatronics Engineering, Chungnam National University. His research interest is machining and additive manufacturing.
- Min Woo Yeon
M.S. candidate in the Department of Mechatronics Engineering, Chungnam National University. His research interest is machining and additive manufacturing.
- Hyun Na Kim
M.S. candidate in the Department of Mechatronics Engineering, Chungnam National University. Her research interest is additive manufacturing and post-processing.
- Sae Hun Jeong
M.S. candidate in the Department of Mechatronics Engineering, Chungnam National University. His research interest is machining and additive manufacturing.
- Chul Kyu Jin
Associate Professor in the School of Mechanical Engineering, Kyungnam University. His research interest is FEA, 3D printing, semisolid materials, metal forming, and fuel cell.
- Do Young Kim
Associate Professor in the Department of Mechatronics Engineering, Chungnam National University. His research interest is additive manufacturing and machining.