ABSTRACT
We present an automated incasing process designed to replace traditional manual packaging of dried seaweed. This system consists of three key components: a cage mechanism that compresses and transfers six bundles, a handling device for stacking the bundles, and a collaborative robot that performs the box incasing operation based on sensor input. The handling device utilizes pneumatic actuators and a wire-linked folding plate to minimize interference within the confined box space, while also allowing for adjustable dimensions to accommodate seasonal variations in bundle size. Field validation was carried out under continuous input conditions using a conveyor. The collaborative robot followed a predefined sequence triggered by a presence sensor, effectively grasping, stacking, compressing, and transferring bundles without causing product damage. Experimental results indicated that the system successfully incased 72 bundles per box with stable performance and reliable placement. These findings demonstrate the feasibility of replacing labor-intensive operations with collaborative robotic automation in seafood packaging, highlighting opportunities for enhanced consistency, ergonomics, and productivity.
-
KEYWORDS: Incasing process, Dried seaweed, Seafood, Gripper, Collaborative robot
-
KEYWORDS: 인케이싱 공정, 마른김, 수산식품, 그리퍼, 협동로봇
1. 서론
기후 변화가 심화되는 가운데 세계 인구 증가로 인한 식량 수요는 약 62% 증가할 것으로 전망된다[
1]. 동시에 인구 고령화와 노동력 부족 문제로 인해 식량 공급의 불안정성이 사회적 이슈로 부각되고 있으며, 이에 대응하기 위해 노동 집약적으로 수행되던 식품 가공 및 생산 공정의 자동화가 활발히 시도되고 있다[
2,
3].
로봇을 활용한 자동화 기술은 복잡하고 반복적인 작업의 효율성과 생산 품질을 향상시킬 뿐만 아니라, 작업자의 반복 업무를 대체하여 근·골격계 질환 발생률을 낮춤으로써 작업 환경을 개선할 수 있는 장점을 가진다. 특히 식품 가공 및 생산 라인에 로봇 시스템과 핸들링 장치를 통합하면 불량률 감소, 제품 품질과 균일성 향상, 작업 효율 증대를 통해 생산성 및 경제성을 동시에 확보할 수 있다[
4-
6].
그러나 수산 식품 가공 및 생산 공정은 제품이 손상되기 쉽고 오염에 취약하며, 온도·습도·압력 등 다양한 환경적 제약이 존재한다. 따라서 제품 품질유지를 위해 손상을 최소화할 수 있는 로봇 말단 장치를 적용한 자동화 공정 개발이 필수적으로 요구된다[
7,
8].
선행 연구에서는 다양한 구동 메커니즘을 활용한 식품 전용 그리퍼 개발이 이루어져 왔다. 전동 그리퍼를 이용하여 토마토를 파지하고 손상 정도를 분석함으로써 적절한 파지 압력 범위를 제시한 연구가 보고되었으며[
9], 스쿠핑-바인딩 메커니즘을 적용한 그리퍼를 제작하여 식품 파지 성능을 체계적으로 평가한 사례도 있다[
10]. 또한 석션 패드를 적용한 그리퍼를 통해 다양한 형상의 어묵을 인식·선별하는 연구가 수행되었고[
11], 문어 촉수에서 영감을 얻은 소프트 그리퍼를 제작하여 사과 파지 성능을 검증한 연구도 발표되었다[
12]. 이와 더불어 다양한 재료와 구조적 설계를 적용한 식품용 그리퍼 개발이 활발히 이루어지고 있다[
13].
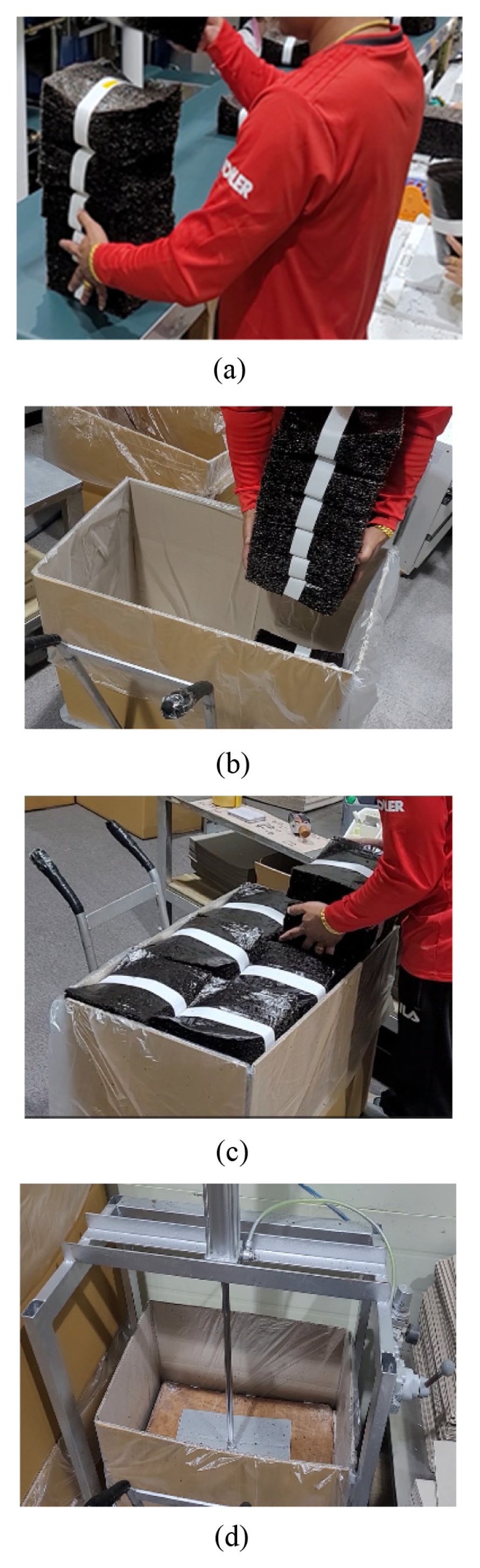
Fig. 1은 인력을 기반으로 한 일반적인 마른김 포장 공정을 나타낸다. 건조가 완료된 낱장 김은 일정 수량 단위로 밴딩 공정을 거친 뒤, 컨베이어를 통해 인케이싱 공정으로 이송된다.
Fig. 1(a)는 작업자가 투입된 마른김을 6묶음 단위로 파지하는 모습을,
Fig. 1(b)는 이를 인케이싱하는 과정을 보여준다.
Fig. 1(c)는 인케이싱 작업을 12회 반복하여 총 72묶음을 포장 박스에 적재한 상태를,
Fig. 1(d)는 이후 수행되는 압축 공정을 나타낸다. 이렇게 포장 공정을 완료함으로써 마른김은 출하 가능한 상태로 준비된다.
한편, 마른김은 표면이 다공성이며 건조가 완료된 후에도 주변 습도에 따라 소량의 수분을 흡수하는 특성을 가진다. 이러한 특성으로 인해 기존 선행연구에서 제안된 방식의 그리퍼를 그대로 적용할 경우 파지 불안정성과 표면 손상이 발생할 수 있다. 또한, 마른김 낱장을 일정 수량 단위로 밴딩하여 묶음 형태로 만든 뒤 포장 박스에 직접 인케이싱하여 출하되는 과정에서, 두께의 불균일성으로 인해 자동화 파지 동작의 일관성이 저하되는 문제가 발생한다. 따라서 안정적으로 핸들링할 수 있는 자동화 시스템을 구축하는 데에는 기술적 어려움이 존재한다.
본 논문에서는 마른김의 특성으로 인한 자동화의 기술적 어려움을 해결하고, 안정적으로 인케이싱 할 수 있는 자동화 공정을 개발하여 기존 인력 기반 공정을 대체할 수 있는 방안을 제시한다. 2장에서는 마른김 포장 공정 자동화 시스템 개발에 대한 내용을 기술하였으며, 3장에서는 실증을 통한 시스템 검증에 관한 연구내용을 기술하였다.
2. 시스템 개발
2.1 마른김 포장 공정 자동화 시스템
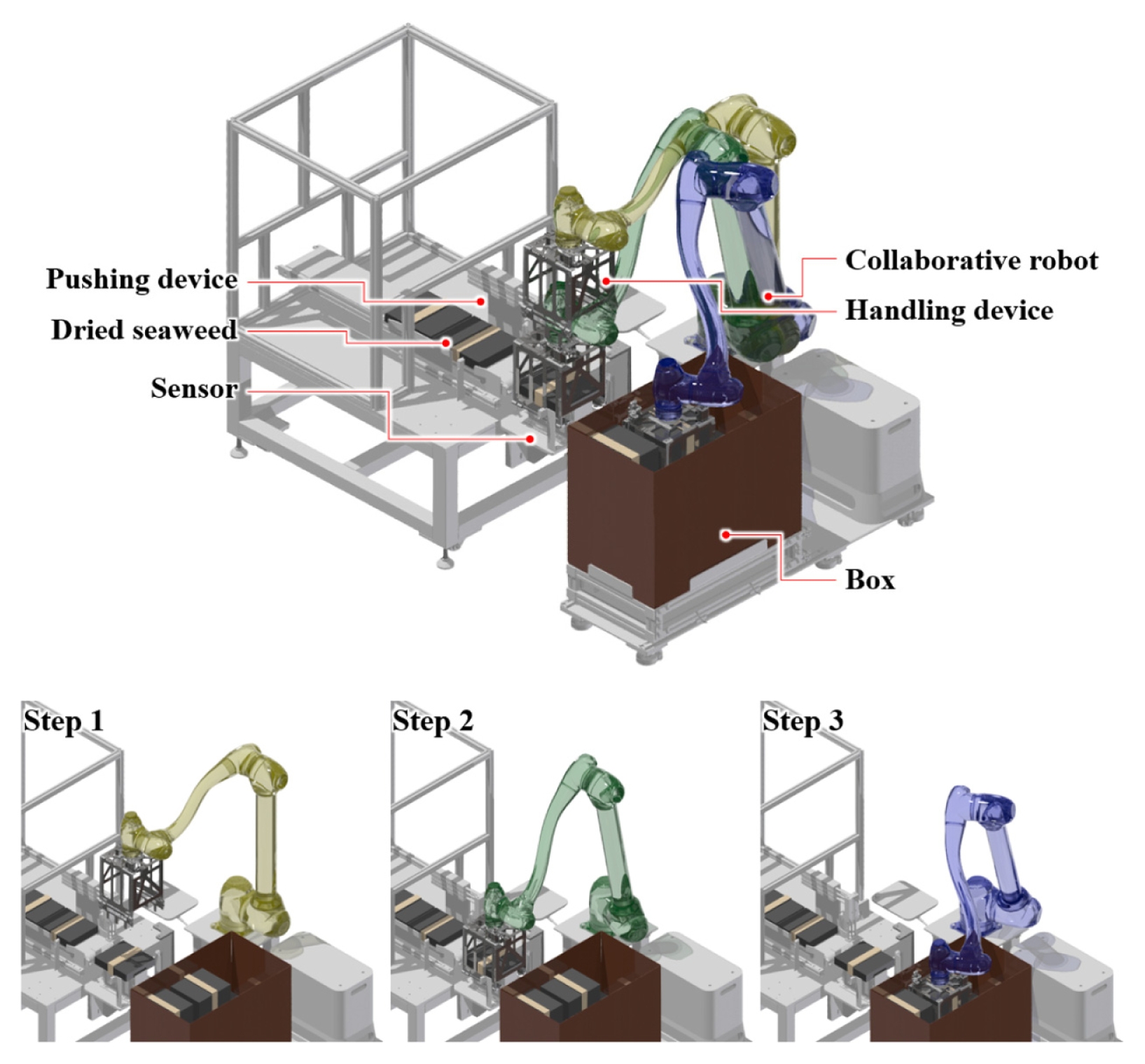
제안하는 인케이싱 공정은 파지, 적층, 압축, 이송을 위한 핸들링 장치, 마른김 투입 여부를 검출하는 센서, 그리고 센서 신호를 기반으로 인케이싱 작업을 수행하는 협동로봇으로 구성된다. 협동로봇은 센서를 통해 마른김 투입 상태를 검출하며, 해당 신호를 기반으로 미리 정의된 시퀀스를 실행하도록 하였다. 밴딩된 마른김 1묶음이 이송 컨베이어를 통해 공급되면, 푸시 장치가 이를 파지 위치까지 이동시키고 협동로봇이 핸들링 장치를 이용하여 집어 든다. 이 과정을 6회 반복하고 포장 박스 내부에 적재한다. 이를 12회 수행하여 총 72묶음을 규칙적으로 적재하고 포장 및 출하할 수 있도록 하였다.
Fig. 2는 시스템 구성 및 작업 절차이며, 협동로봇의 초기 자세, 마른김을 파지하는 자세, 포장 박스 내부에 적재하는 자세를 나타내었다.
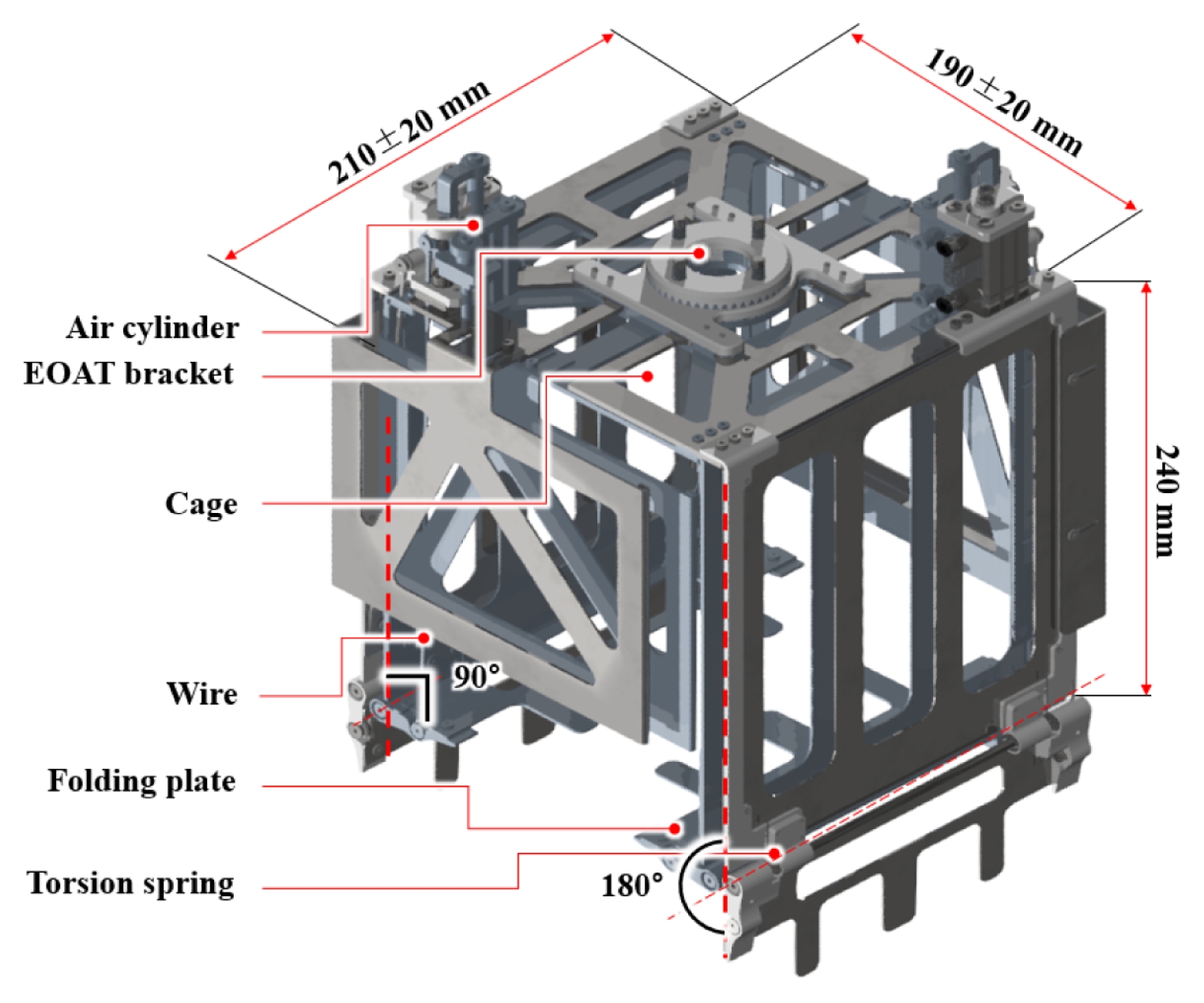
Fig. 3에 마른김 핸들링 장치를 나타내었다. 공압 실린더 기반의 폴딩 장치, 협동로봇과 결합을 위한 마운트, 마른김 압축 및 이송할 수 있는 케이지로 구성된다. 공압 실린더와 와이어 구조를 통해 파지 과정에서 발생하는 마른김과 케이지 내부 사이의 간섭을 최소화하도록 설계하였다. 접이 판은 공압 실린더 로드와 와이어로 연결되어 있으며, 실린더가 인출되면 접이 판이 동시에 90° 회전하여 마른김 묶음을 파지할 수 있다.
인케이싱 공정에서 케이지 및 핸들링 장치는 식품과 직접적인 접촉이 이루어지기 때문에 공압 실린더와 협동로봇 말단에 부착되는 마운트를 제외한 구성품의 소재는 SUS316으로 선정하였다. 또한, 연구에 사용된 협동로봇의 가반하중을 고려하여 경량화 설계를 수행하였으며, 포장 박스와 핸들링 장치 사이의 간섭을 최소화 하기 위해 판금으로 구성하였다. 핸들링장치의 중량은 약 2.8 kg, 마른김 6묶음을 포함할 경우 약 4 .5 kg으로 측정되었다.
사용된 마른김의 길이 × 폭은 약 210 × 190 mm이지만 생산 시기에 따라 ±20 mm까지 오차가 발생하기 때문에 케이지의 내부 길이와 폭을 확장이 가능하도록 설계에 반영하였다. 밴딩 공정이 완료된 마른김 1묶음의 높이는 평균 약 80 mm로 측정되었다. 케이지 내부 높이는 240 mm로 설계하여 마른김 파지와 동시에 케이지에 6묶음이 적층되면서 압축이 될 수 있도록 하였다.
2.3 설계 사양 검증
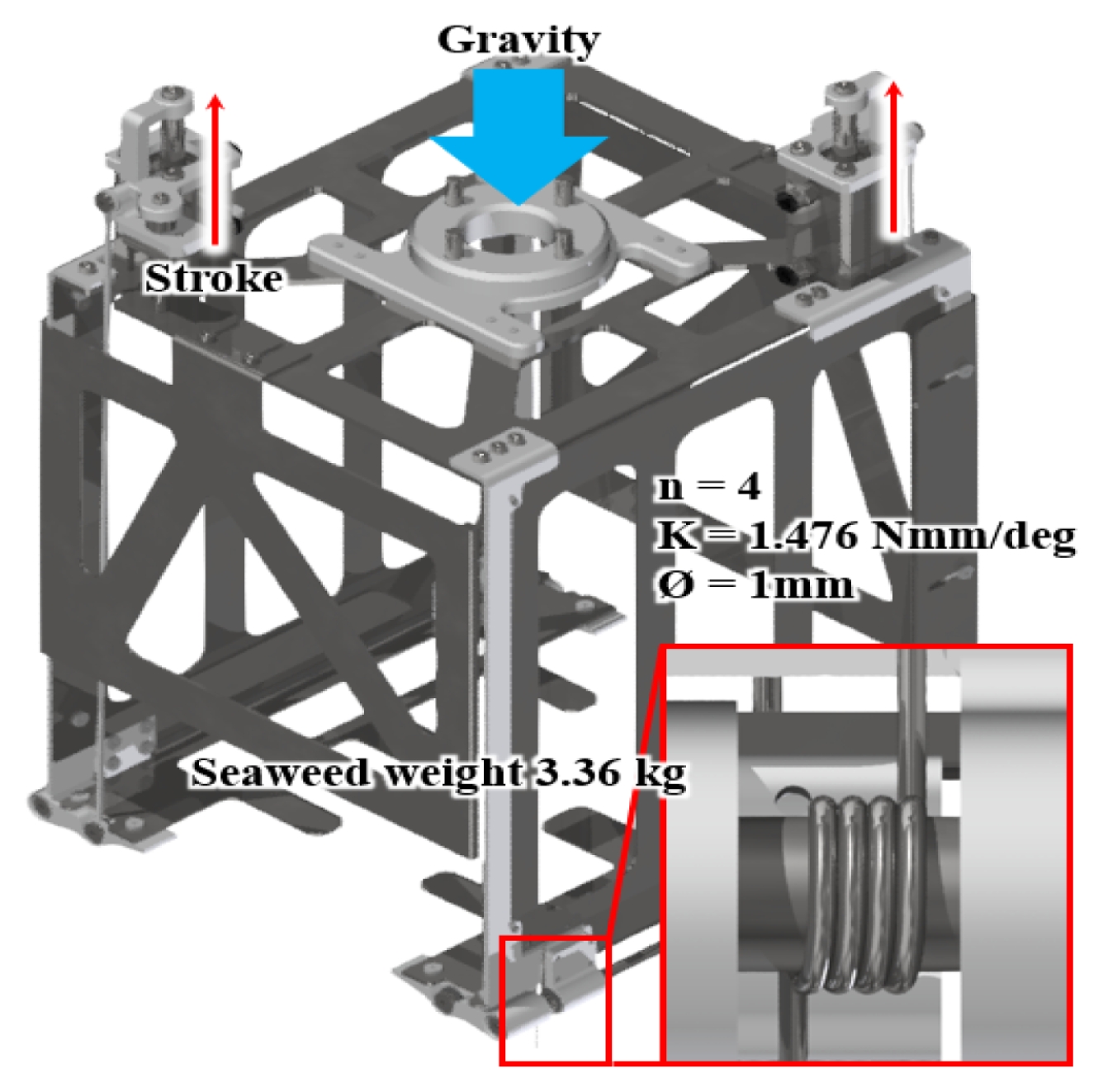
마른김 인케이싱 작업을 수행할 수 있는지 판단하기 위해 핸들링 장치의 설계 사양 검증을 수행하였다. Altair Inspire 프로그램을 사용하여 와이어의 장력이 가장 높은 상황인 6개 묶음 김을 파지하고 있을 때 실린더의 요구 힘을 산출하였다. 국내에서 생산되는 마른김 1묶음의 중량은 평균 약 280 g으로 측정되지만 한 개의 접이 판에 하중이 집중 될 경우를 가정하여 안전율을 선정하였으며, 이를 고려하여 마른김 1묶음의 중량은 560 g으로 적용하였다.
Fig. 4와 같이 비틀림 스프링은 설계에 적용된 사양과 동일하게 스프링 상수 1.476 Nmm/deg, 스프링 권수 4 n, 선 직경 1 mm를 적용하였다.
설계에 적용된 실린더는 실제 사용 환경에서 공급되는 압력을 5 B ar로 가정하였을 때 인출 시 약 100.5 N, 인입 시 약 86.4 N 추력을 갖는다. 시뮬레이션 결과 마른김 6개 묶음을 파지한 상태에서 두개 실린더 모두 요구 힘은 약 77.8 N으로 동일한 값을 얻었다. 따라서 인케이싱 작업을 수행하기 위한 실린더의 요구 힘은 설계된 실린더의 인출 추력 허용 범위 내에 있음을 확인하였다.
동역학 시뮬레이션 결과를 기반으로 유연체 동역학 해석을 수행하여 마른김 핸들링 장치의 강성 및 강도 평가를 진행하였다. 협동로봇 말단에 부착되는 마운트에는 AL6061-T6 소재를, 그 외 구조물에는 Stainless Steel (SUS 316) 소재를 적용하였다. 사용된 소재의 물성치는
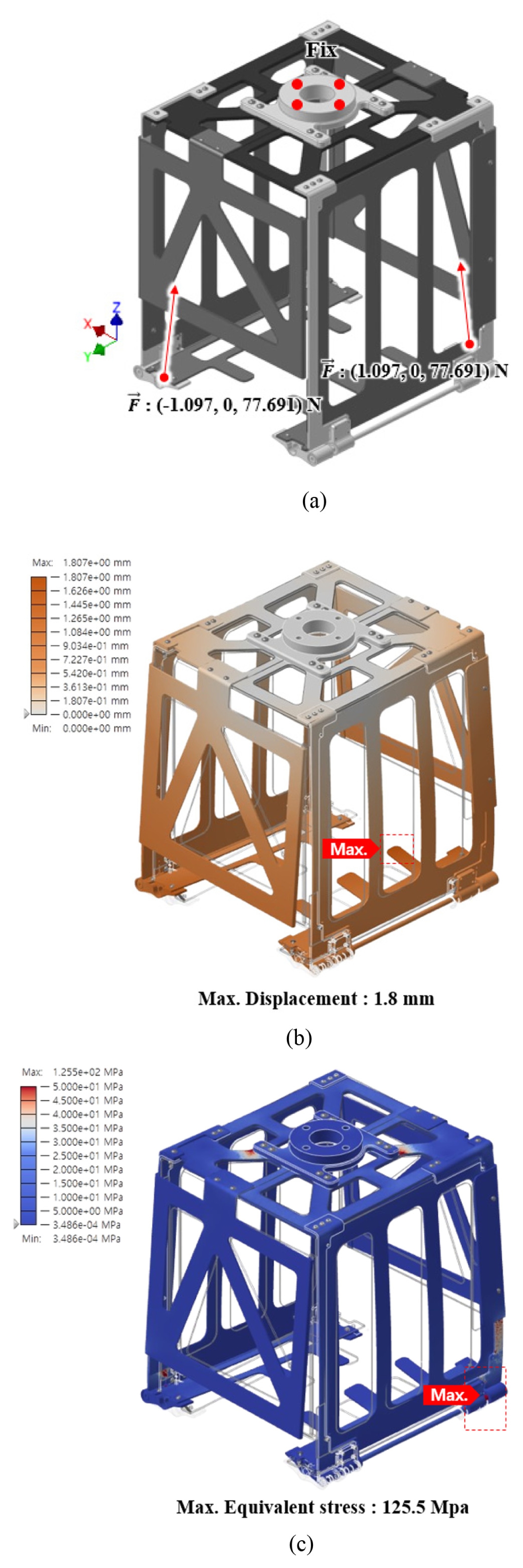
Table 1에 정리하였다. 협동로봇 말단 마운트의 체결 위치에는 고정 조건을 적용하였으며, 하중 및 경계조건은
Fig. 5 (a)에 제시하였다. 해석 결과, 최대 변위는 접이 판 끝단에서 약 1.8 mm로 나타났으며, 최대 등가 응력은 접이판 힌지의 샤프트에서 약 1 25 .5 Mpa로 계산되었다. 해당 결과는
Figs. 5 (b)와
5 (c)에 나타내었다. 계산된 등가응력은 소재의 항복강도(205 Mpa)이내로, 핸들링 장치는 소성 변형 또는 파손에 대한 안전성이 확보됨을 확인하였다.
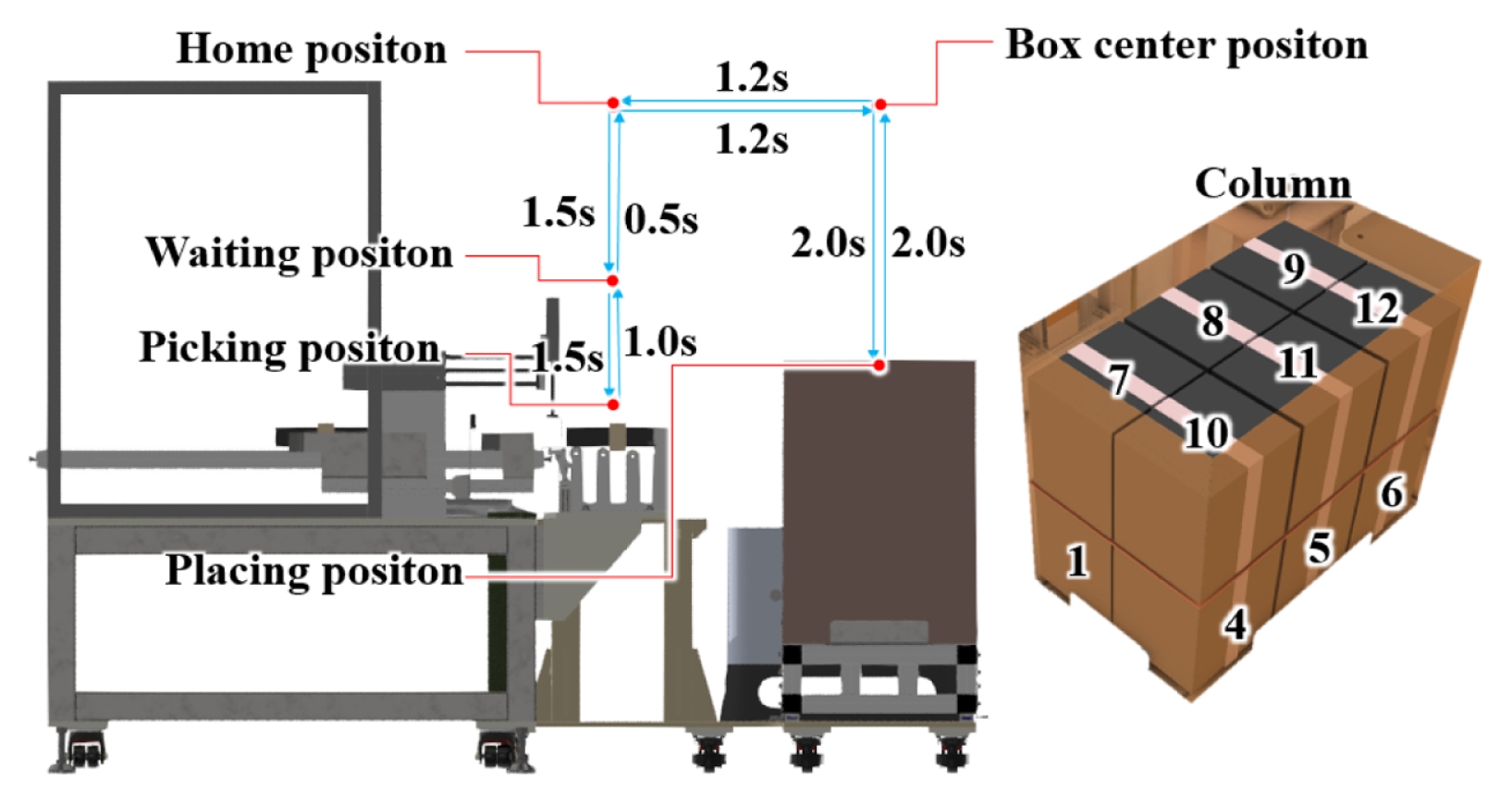
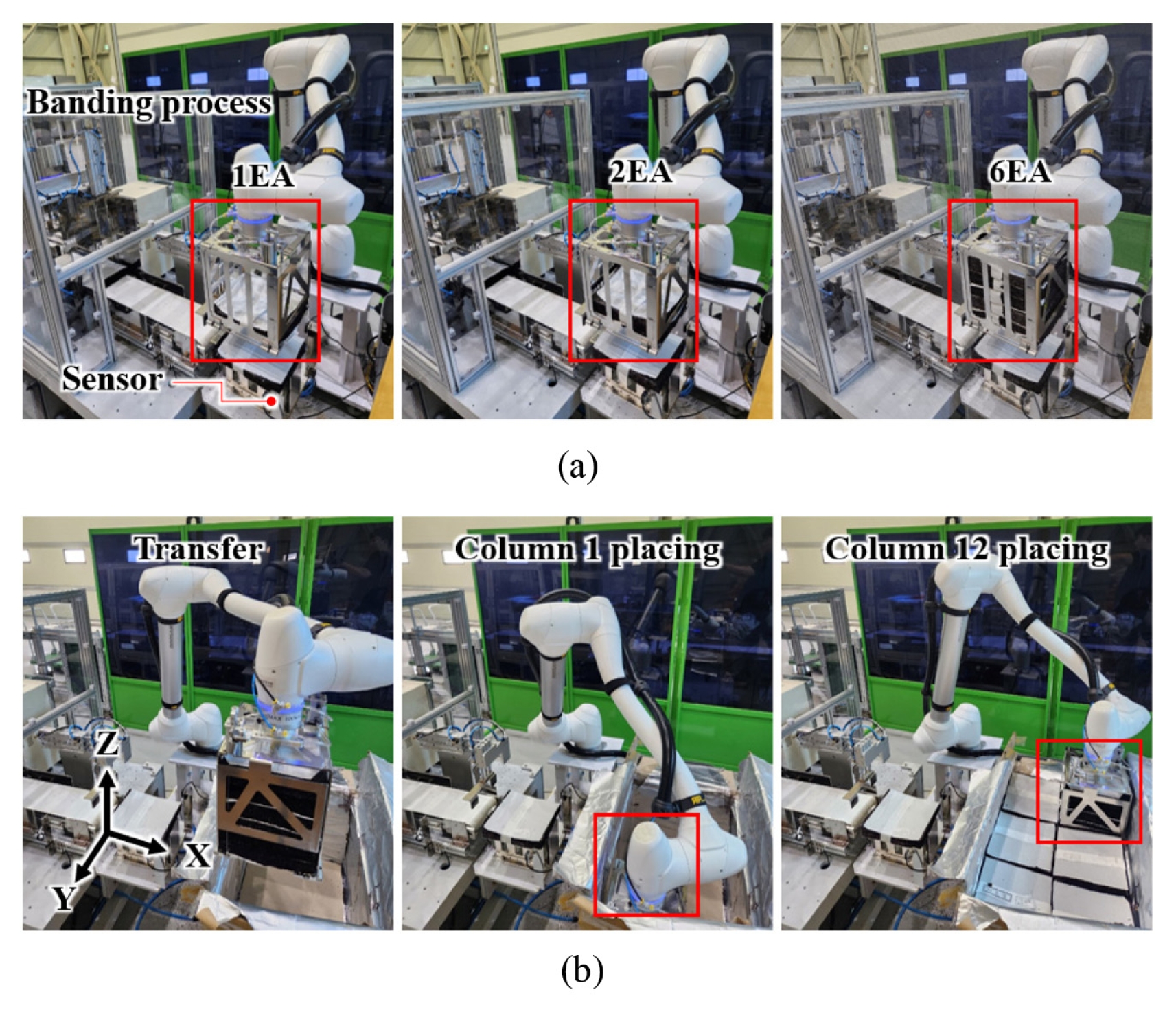
Fig. 6과 같이 로봇은 잡는 위치(Picking Position)에서 마른김을 6개 집고 시작 위치(Home Position)를 거쳐 각 칼럼(Column) 1번부터 12번까지 적재(Placing)하며, 다시 시작 위치를 거쳐 잡는 위치에 돌아가게 된다. 이 과정을 반복하여 마른김 인케이싱 공정을 수행한다.
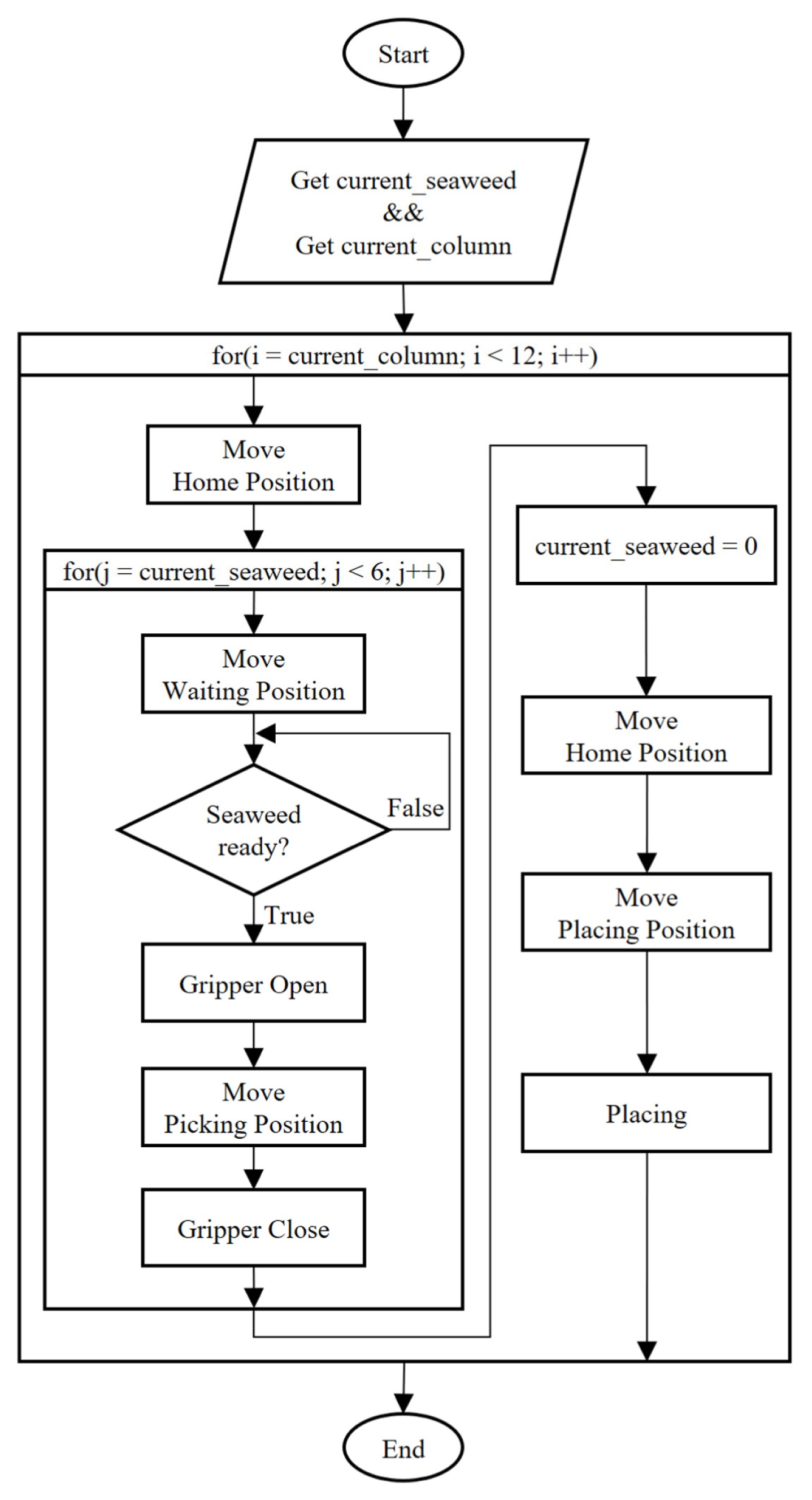
Fig. 7에 마른김 박스 인케이싱 공정 개략적 순서가 제시되어 있다. 먼저 로봇은 현재 핸들링 장치가 파지하고 있는 마른김의 개수와 현재 진행 중인 칼럼 번호를 입력 받는다. 이후 시작 위치로 이동한 뒤, 마른김이 투입되기 전까지 대기 위치(Waiting Position)에서 대기한다. 마른김이 투입되어 센서에 의해 감지되면, 핸들링 장치가 180°로 펼쳐진(Open) 상태로 잡는 위치까지 내려간 후 핸들링 장치를 다시 90°로 닫아(Close) 마른김을 집고 다시 대기 위치로 이동한다. 이 과정을 반복하여 케이지 내부에 마른김 총 6묶음이 적재되면, 현재 집고 있는 마른김 개수를 초기화한 후 시작 위치로 이동한다. 이후 로봇은 박스 중심 위치(Box Center Position)를 거쳐 적재 위치(Placing Position)으로 이동한 후 각 칼럼으로 이동하여 핸들링 장치를 180° 펼침으로써 마른김을 적재한다. 이러한 과정을 칼럼 12까지 반복 수행하여 총 72묶음(6묶음 × 12칼럼)의 마른김 인케이싱을 수행한다.
Fig. 5에 각 이동 모션 별 소요 시간을 표기하였으며,
Table 2에는 포장 박스 내 간섭 최소화를 위한 모션 최적화를 적용했을 때 적재 위치에서 각 칼럼으로 이동하여 적재 하기까지의 소요 시간을 나타내었다.
3. 검증 및 평가
3.1 마른김 핸들링 장치 제작 및 평가
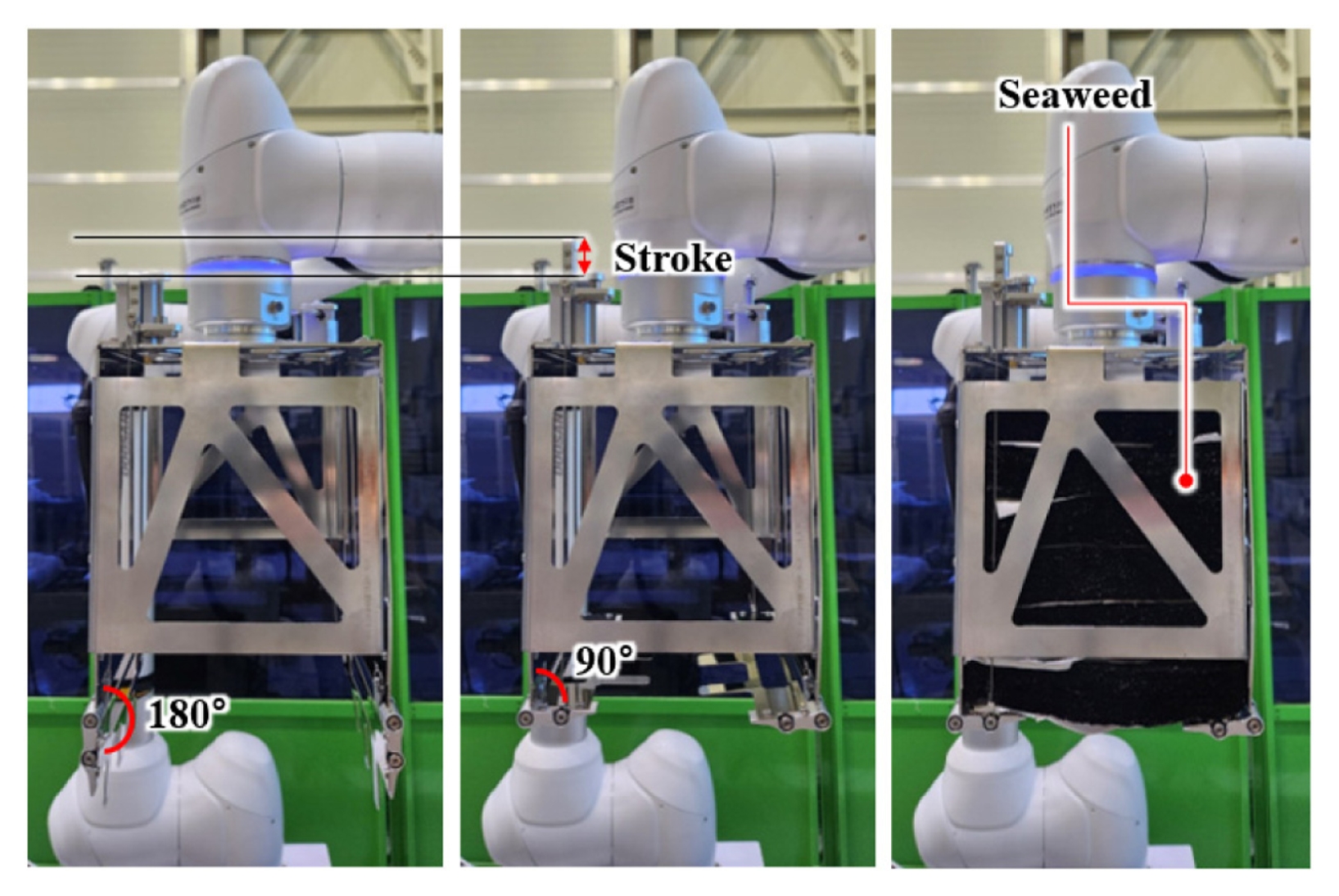
Fig. 8은 제작된 마른김 핸들링 장치의 동작 상태를 나타낸다. 마른김 핸들링 장치는 마른김 묶음을 연속적으로 파지할 수 있어야 하며, 6묶음 단위로 인케이싱 공정을 수행할 수 있도록 설계되었다. 압축 및 파지 성능을 검증하기 위해 마른김 묶음을 6회 연속 투입한 후 상태를 확인한 결과, 접이 판이 90°를 유지한 채 6묶음을 안정적으로 압축 및 파지 하고 있음을 확인하였다.
3.2 마른김 인케이싱 공정 실증
자동화 공정에서는 이송 컨베이어를 통해 마른김이 연속적으로 투입되는 상황이므로 협동로봇은 마른김 유무 판단을 위한 센서를 통해 정의된 시퀀스를 수행하도록 구성되었다.
Table 3에 공정 실증 환경 및 사양을 제시하였다.
Fig. 9(a)는 밴딩 공정이 완료된 마른김 묶음이 이송 컨베이어를 통해 연속적으로 투입되고, 협동로봇이 센서 신호를 바탕으로 핸들링 장치를 이용해 파지 작업을 수행하는 과정을 나타낸다.
Fig. 9(b)는 파지, 적층, 압축 작업이 완료 된 후 포장 박스로 이송되어 인케이싱 되는 과정을 보여준다. 자동화 공정에서 정해진 시퀀스 대로 인케이싱 작업이 이루어졌으며, 실제 환경에서도 제안된 공정이 원활하게 수행됨을 확인하였다. 마른김 72묶음을 정해진 배열로 모두 인케이싱하는데 소요된 시간은 평균 약 8분 48초로 측정되었으며, 이는 수작업 대비 약 19% 더 소요되는 것으로 나타났다.
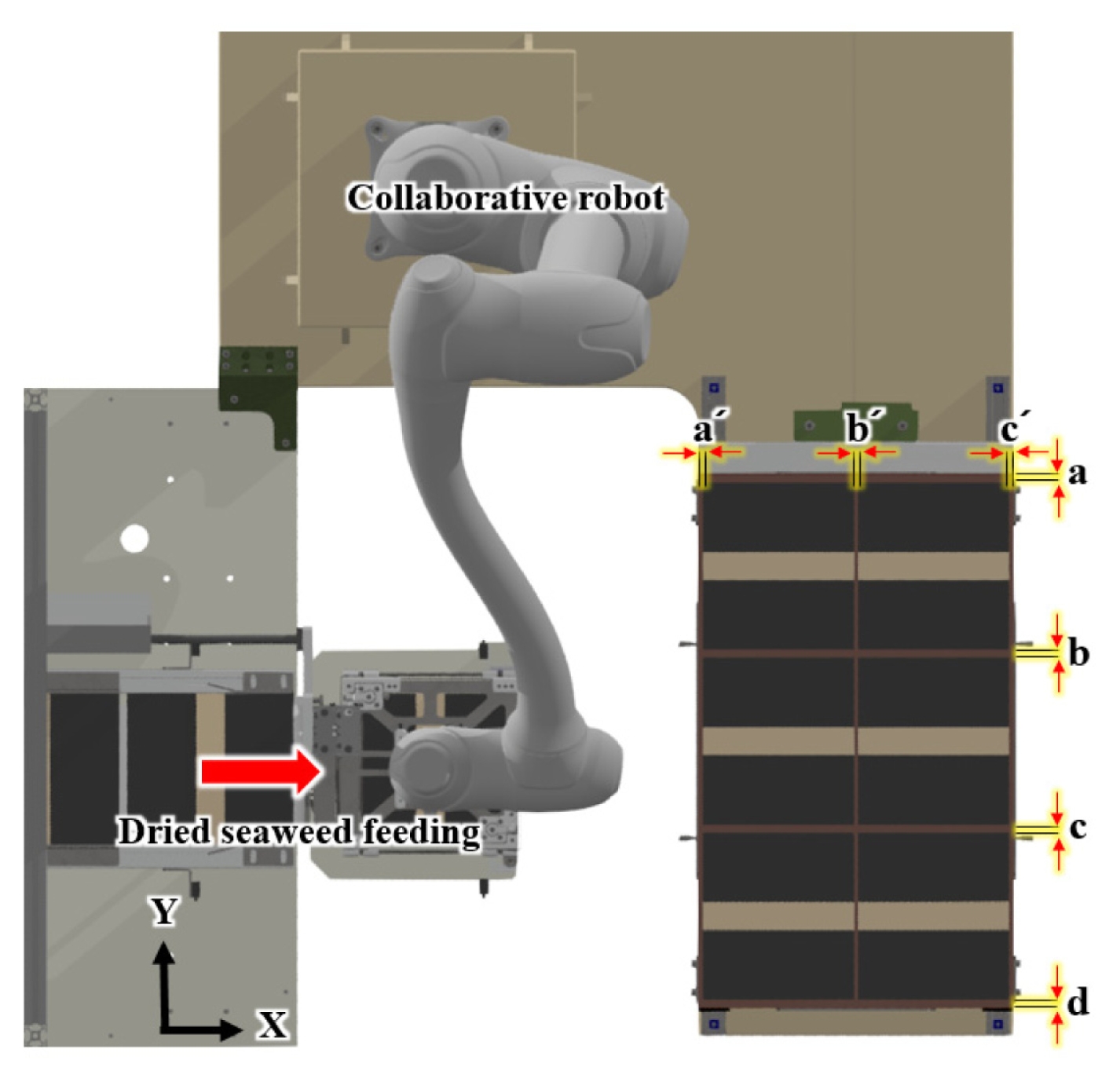
마른김 인케이싱 공정의 성능을 검증하기 위해 인케이싱 작업을 10회 반복 수행 하고, 마른김 간 간격 및 포장 상자 내부와의 간격을 측정하였다. 포장 상자 내부 치수는 395(X) × 670(Y) × 400(Z) mm이며, 마른김은 2 EA × 3 EA × 12 EA 배열로 적재된다. 인케이싱 성능의 평가 기준은
Fig. 10에 제시된 바와 같이 a + b + c + d < 40 mm 및 a´ + b´ + c´ < 15 mm를 만족하는 것으로 설정하였다. 측정 결과는
Table 3에 나타내었으며, 모든 실험에서 제시한 기준을 충족함을 확인하였다.
4. 결론
본 연구에서는 수작업에 의존하던 마른김 박스 인케이싱 공정을 자동화하기 위한 시스템을 제안하였다. 제안된 시스템은 밴딩 공정 이후 투입되는 마른김을 정렬하기 위한 정렬 장치, 마른김 핸들링 장치, 그리고 협동 로봇의 시퀀스 제어로 구성된다.
마른김 핸들링 장치는 마른김 묶음을 안정적으로 파지·적층·압축·이송할 수 있도록 설계·제작하고 동역학 시뮬레이션을 통해 선정된 실린더가 마른김 6묶음을 파지할 수 있음을 확인하였다. 또한, 이 결과를 바탕으로 유연체 동역학 해석을 통해 등가 응력이 소재의 항복강도 이내에 있음을 확인 함으로써 소재의 소성 변형 또는 파손에 대한 안전성을 검증하였다.
실증 환경의 연속 투입 조건에서도 협동로봇은 자동화 공정과 연동되어 사전에 정의된 시퀀스를 안정적으로 수행함을 확인하였으며, 포장 상자 1개에 대한 인케이싱 공정 시간을 측정한 결과 수작업 대비 약 19% 더 긴 시간이 소요 되는 것으로 나타났다.
마른김 간 간격 및 포장 상자 내부와의 간격을 측정한 결과, 제시한 평가 기준인 a + b + c + d < 40 mm 및 a´ + b´ + c´ < 15 mm를 모두 만족하였으며, 이를 통해 마른김 인케이싱 공정의 성능을 확인하였다.
향후 연구에서는 시뮬레이션 기반 공정 최적화를 수행하여 실제 공정에 적용함으로써 전체 공정의 효율을 향상시킬 예정이다. 또한, 제어 시퀀스의 개선과 핸들링 장치의 고도화를 통해 인케이싱 공정의 성능을 한층 강화할 계획이다.
FOOTNOTES
-
ACKNOWLEDGEMENT
이 논문은 2025년도 해양수산부 재원으로 해양수산과학기술진흥원의 지원을 받아 수행된 연구임(No. 20210171, 수산물 신선유통 스마트 기술개발).
Fig. 1Labor-based manual packaging process of dried seaweed. (a) Discharge of bundled dried seaweed via conveyor, (b) Incasing of 6 bundles of dried seaweed into a box, (c) Incasing of 72 bundles of dried seaweed into a box, (d) Compression process of dried seaweed
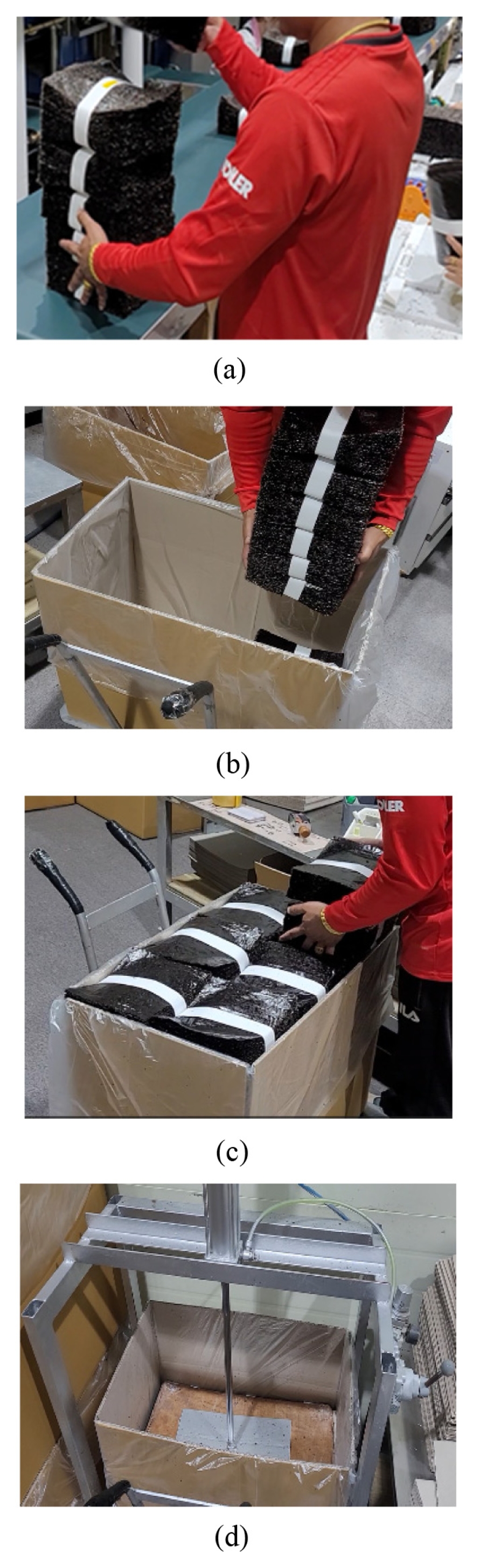
Fig. 2System configuration and robot motion by task
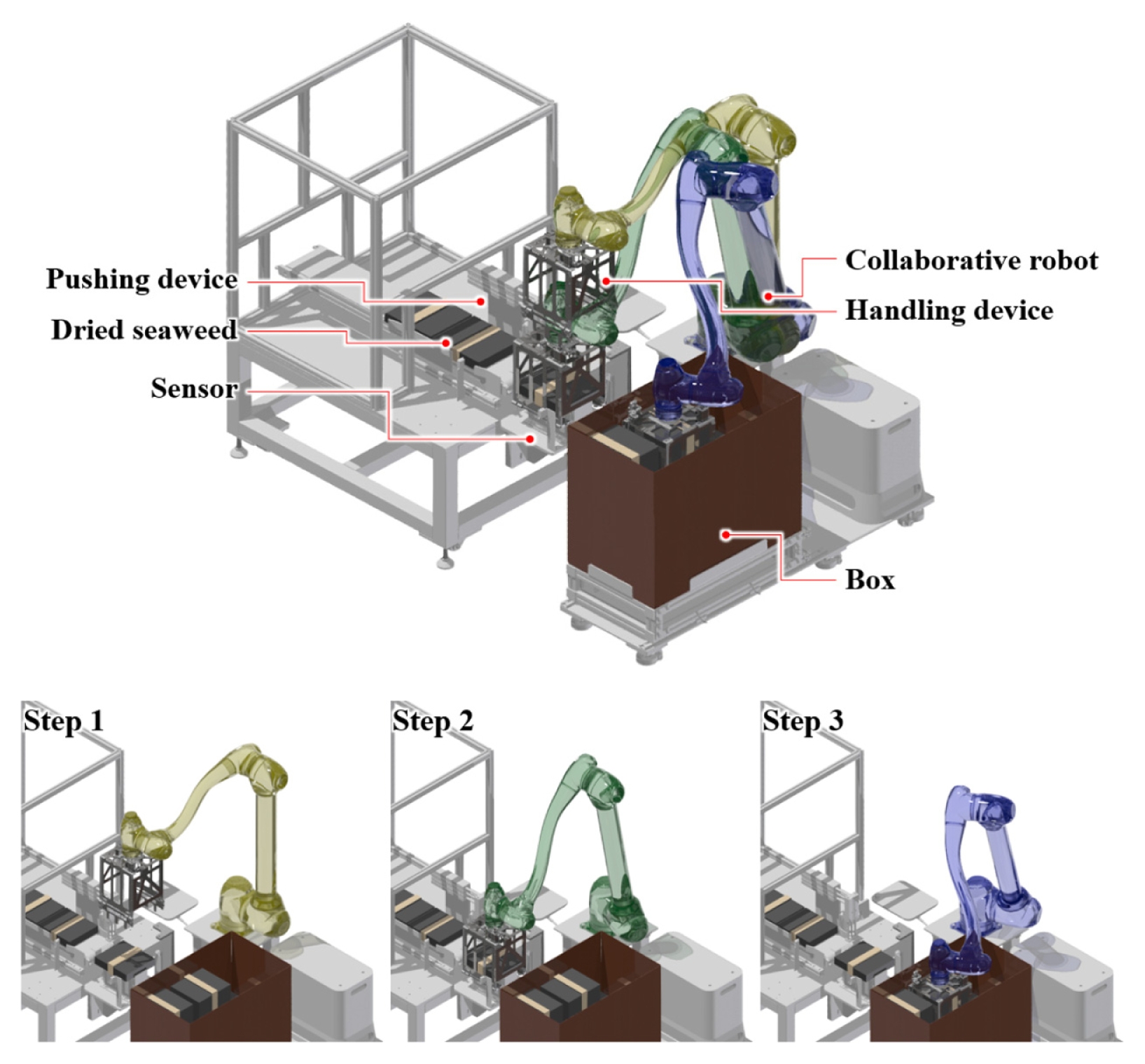
Fig. 3Design details of the dried seaweed handling device
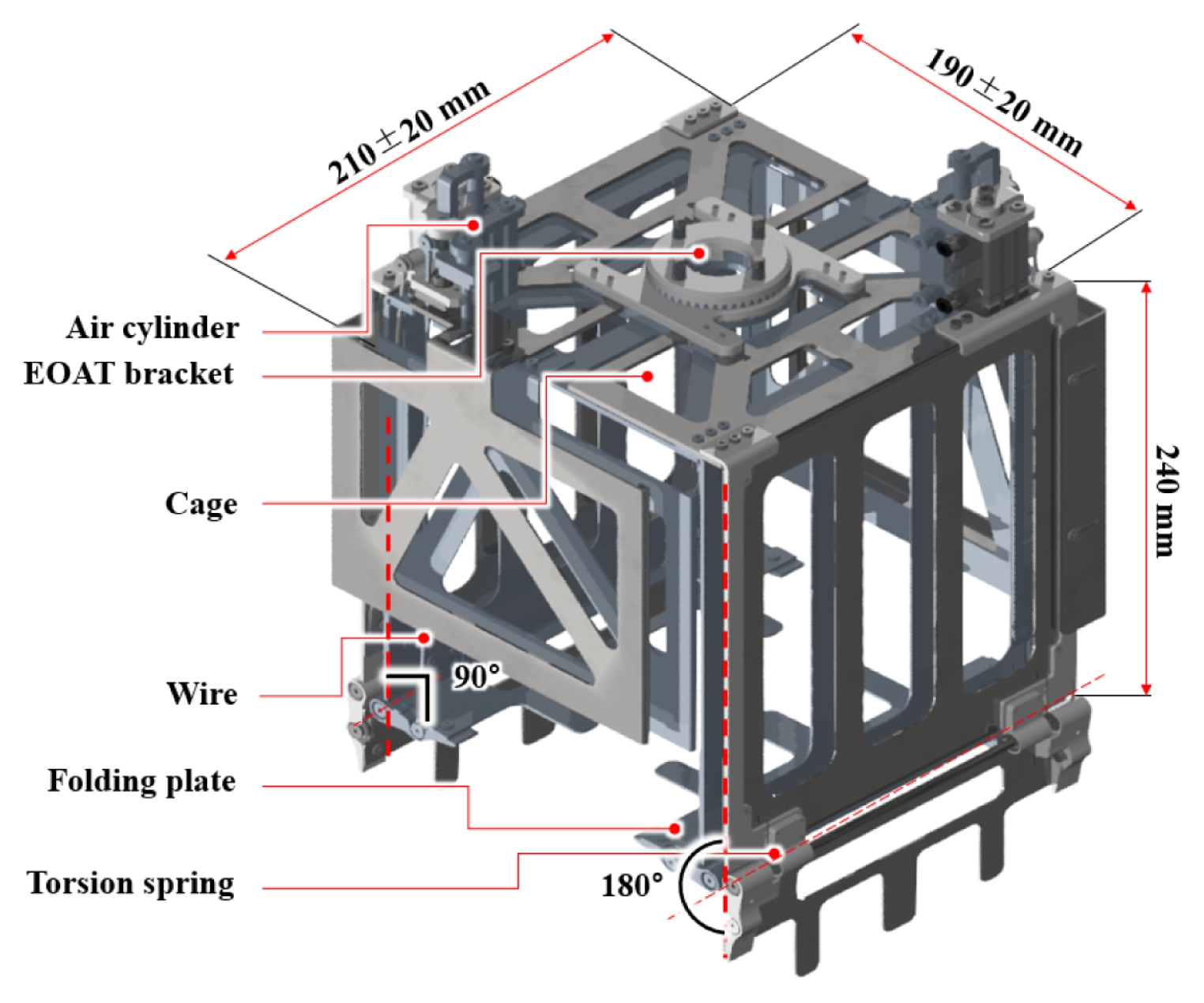
Fig. 4Dynamic analysis for verification of cylinder specifications
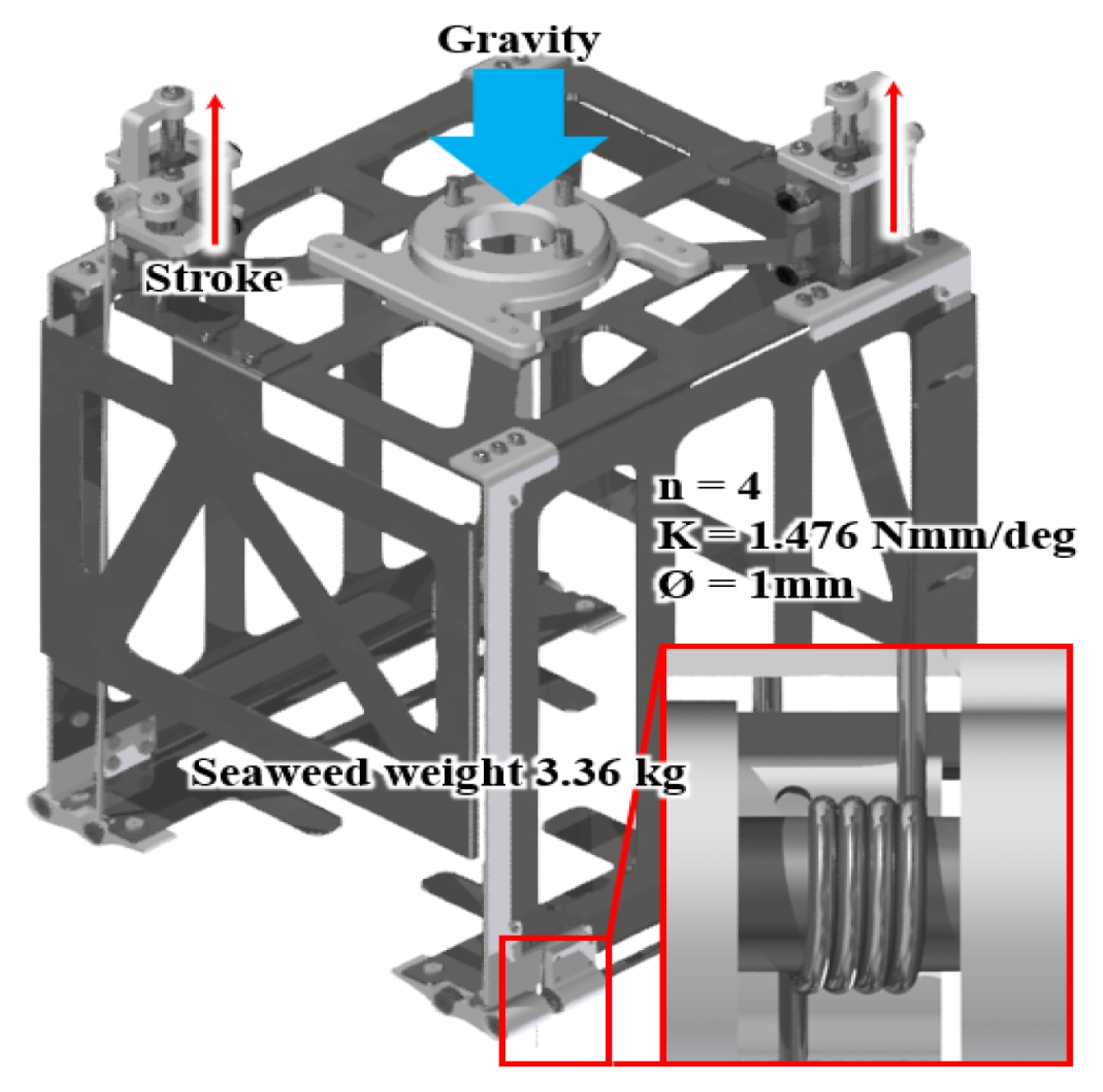
Fig. 5Boundary conditions and dynamic analysis results. (a) Boundary conditions, (b) Dynamic analysis result (displacement information), (c) Dynamic analysis result(stress information)
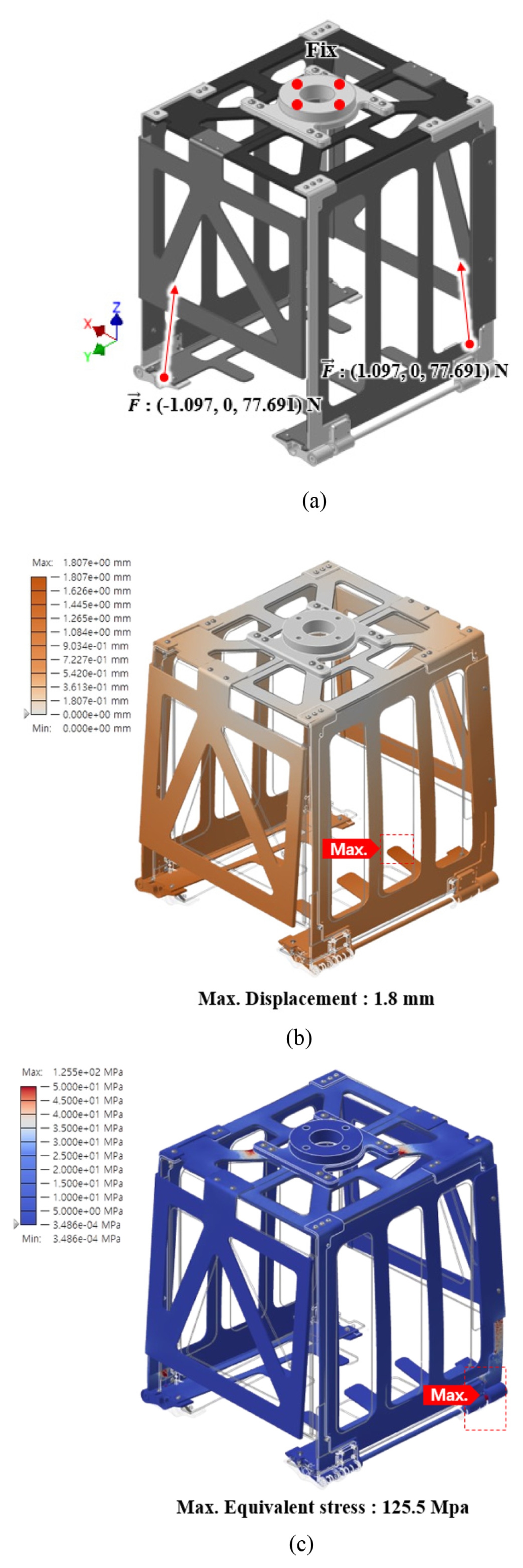
Fig. 6Test environment of the dried seaweed incasing process
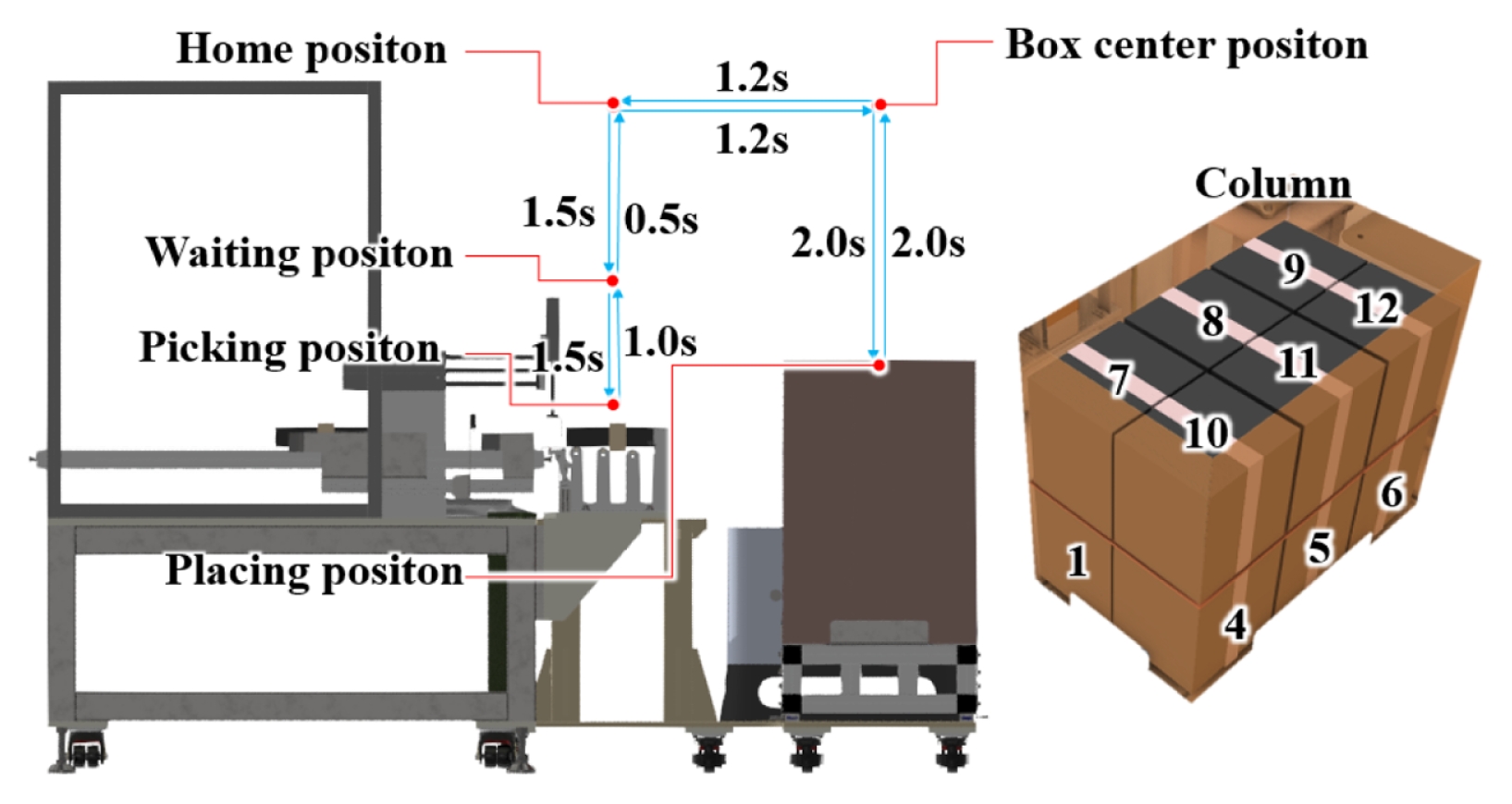
Fig. 7Process flowchart for dried seaweed incasing
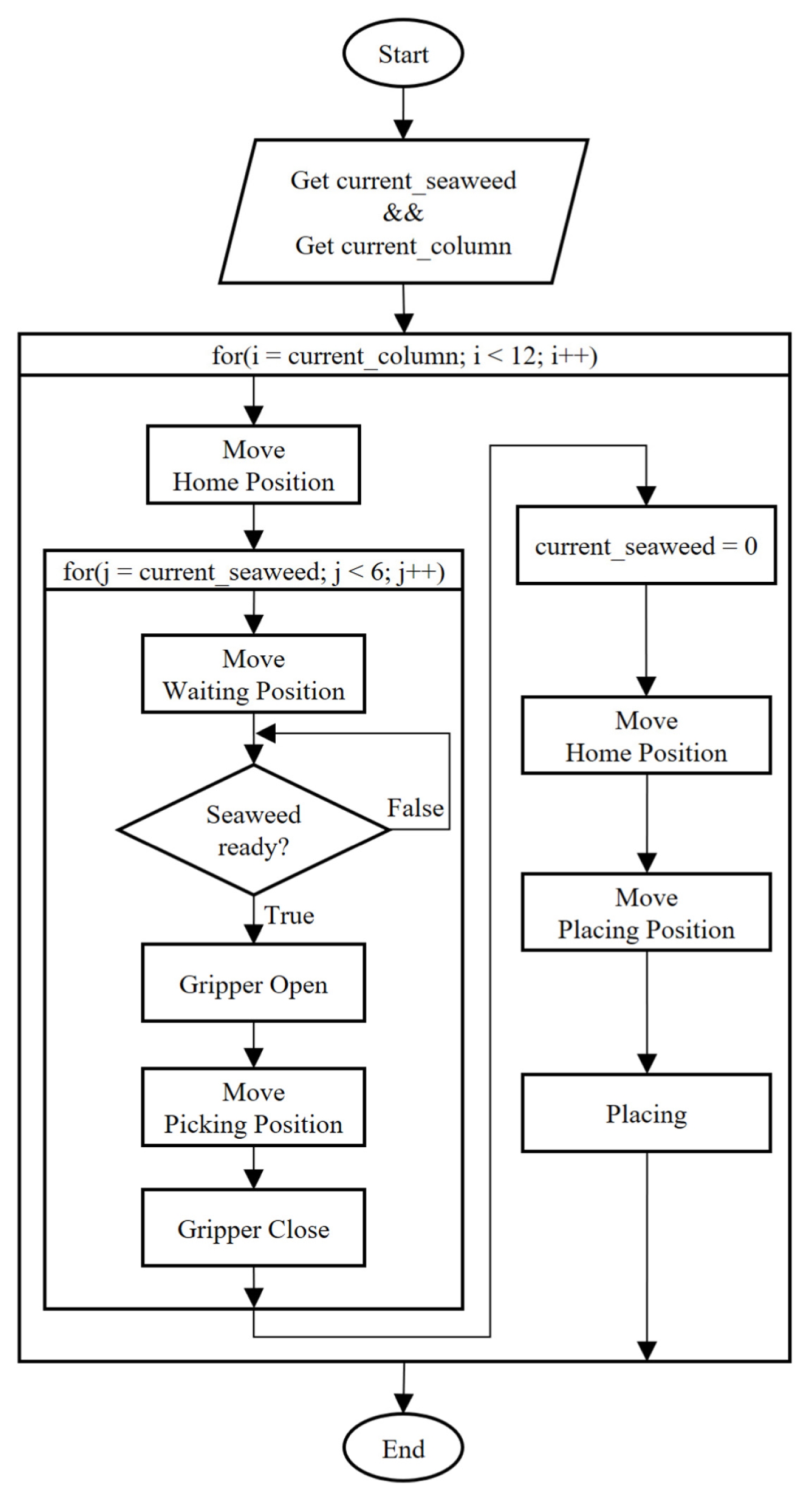
Fig. 8Fabrication and evaluation of the dried seaweed handling device
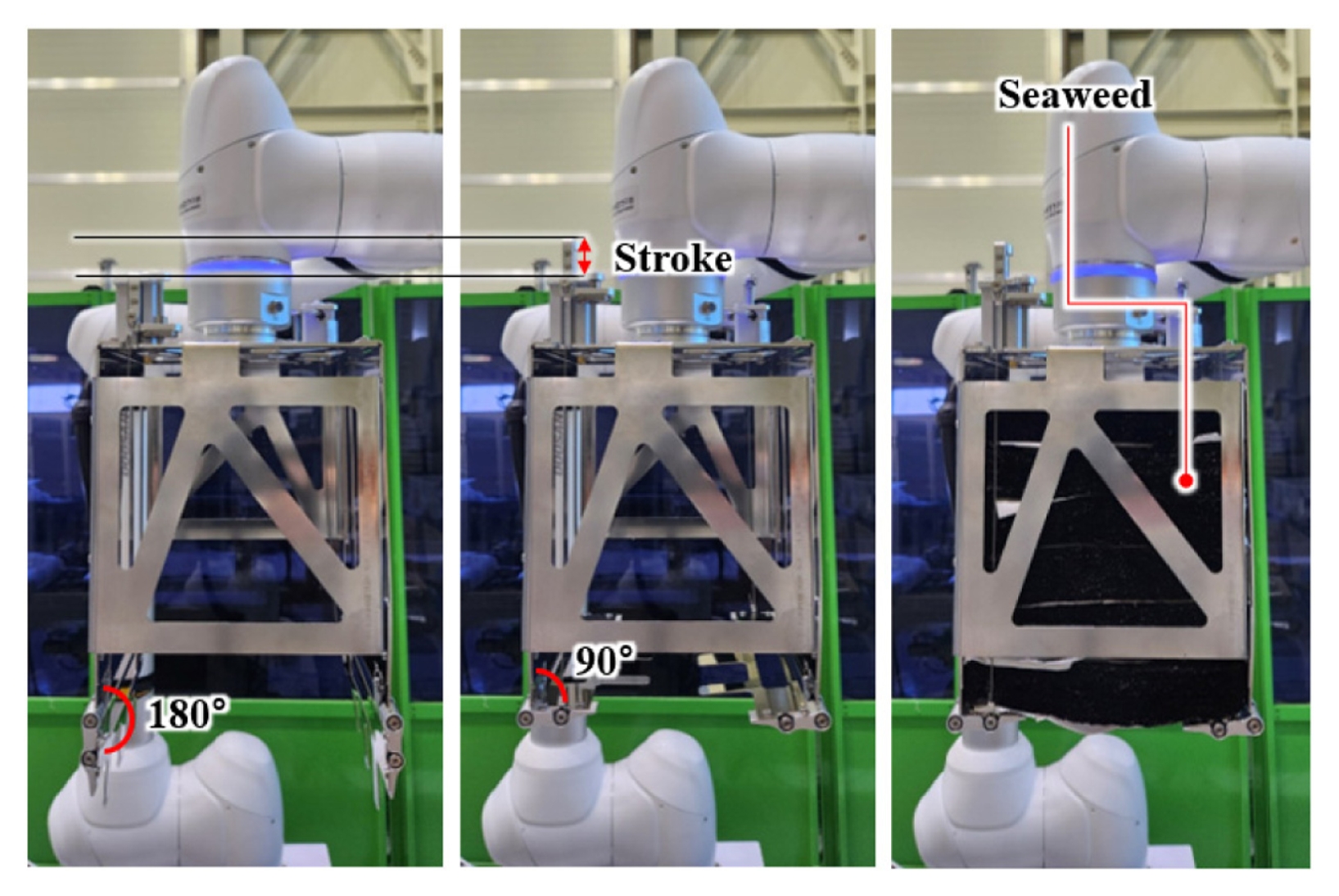
Fig. 9Incasing process for packaging on box of dried seaweed. (a) Operation for stacking 6 bundles of dried seaweed, (b) Operation for incasing 72 bundles of dried seaweed
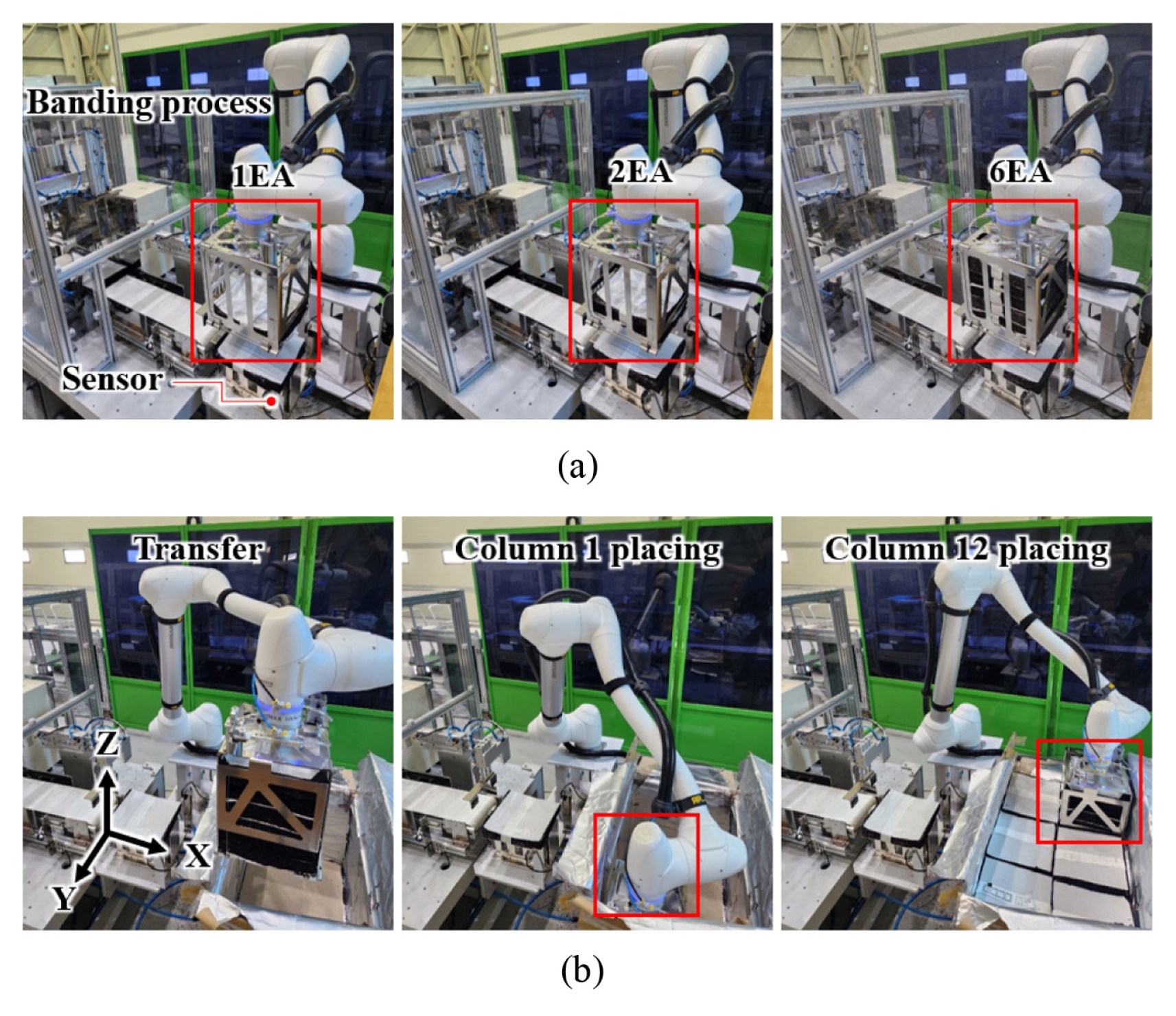
Fig. 10Top view of the dried seaweed incasing process
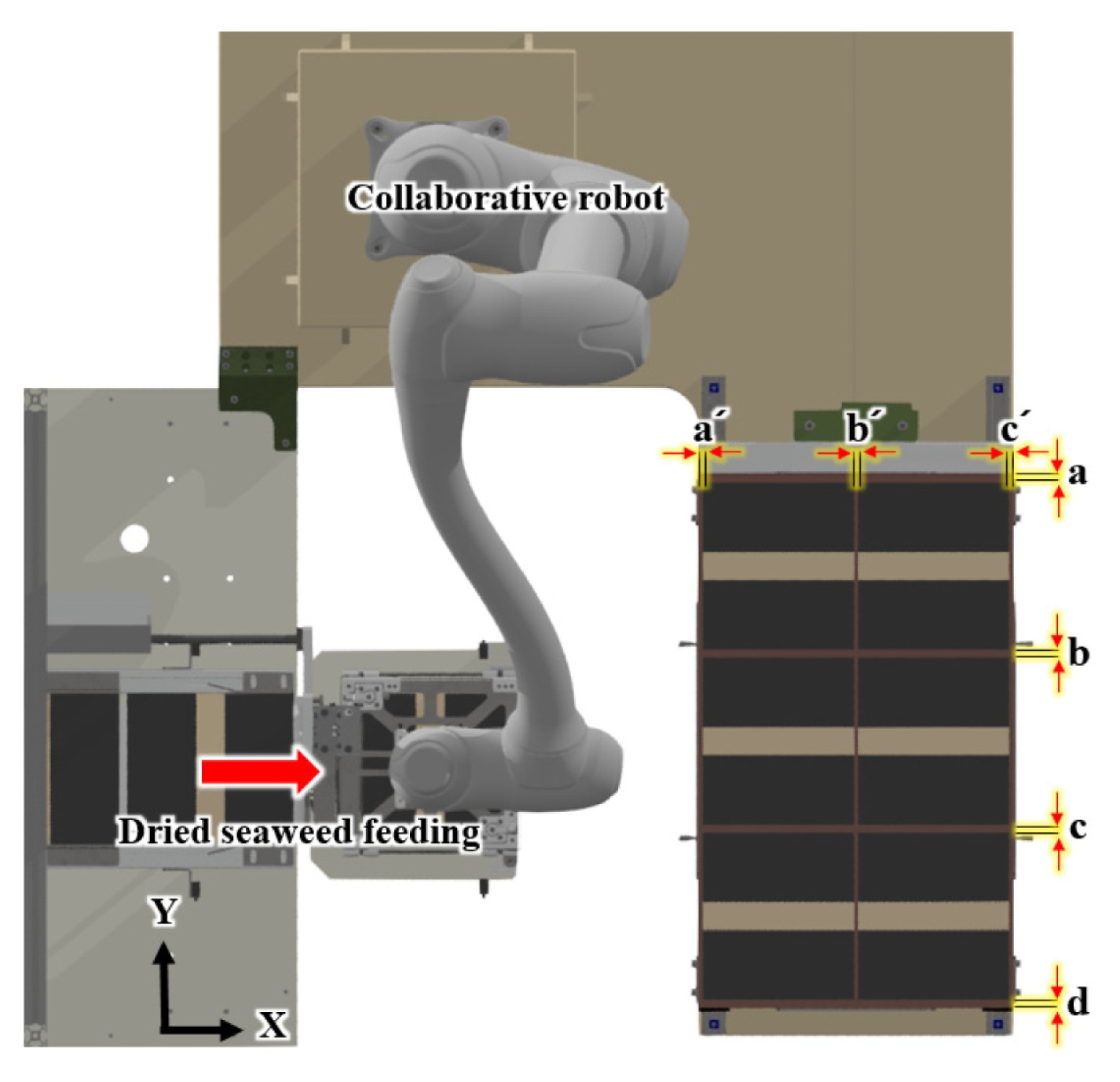
Table 1
Table 1
|
Properties |
AL6061-T6 |
Stainless steel (SUS316) |
|
Modulus of elasticity [GPa] |
68.9 |
193 |
|
Ultimate tensile strength [MPa] |
310 |
515 |
|
Yield strength [MPa] |
276 |
205 |
|
Poisson’s ratio |
0.33 |
0.3 |
|
Density [g/cm3] |
2.7 |
8 |
Table 2Operation time for placing bundles in each column of the packaging box
Table 2
|
Column |
Time [s] |
Column |
Time [s] |
|
1 |
2.9 |
7 |
3.1 |
|
2 |
5.2 |
8 |
3.4 |
|
3 |
3.4 |
9 |
4.3 |
|
4 |
6.1 |
10 |
4.3 |
|
5 |
6.8 |
11 |
3.4 |
|
6 |
5.1 |
12 |
4.3 |
Table 3Experimental conditions and equipment specifications
Table 3
|
Temperature |
Room |
|
Humidity |
40–60% |
|
Pneumatic pressure |
5 Bar |
|
Time from feeding to sensing |
2 Sec |
|
Folding plate open & close time |
0.5 Sec |
|
Robot payload |
6 kg |
|
Robot repeatability |
±0.1 mm |
|
Average transport speed |
160 mm/s |
Table 3Results of the dried seaweed incasing test [Unit : mm]
Table 3
|
Trial |
a |
b |
c |
d |
a′ |
b′ |
c′ |
|
1 |
2.6 |
3.8 |
3.5 |
2.2 |
2.4 |
2.5 |
2.7 |
|
2 |
3.9 |
3.3 |
3.1 |
2.8 |
2.6 |
3.3 |
1.6 |
|
3 |
3.5 |
4.2 |
4.0 |
2.4 |
2.6 |
1.8 |
2.4 |
|
4 |
4.3 |
3.5 |
2.2 |
3.1 |
2.2 |
1.6 |
3.1 |
|
5 |
3.8 |
3.1 |
2.7 |
3.7 |
2.1 |
1.4 |
2.7 |
|
6 |
4.1 |
2.6 |
4.3 |
3.4 |
3.1 |
2.2 |
1.7 |
|
7 |
2.4 |
4.7 |
3.5 |
3.8 |
2.6 |
1.8 |
2.4 |
|
8 |
4.4 |
3.1 |
3.2 |
4.6 |
3.2 |
2.0 |
3.2 |
|
9 |
2.3 |
3.3 |
4.2 |
4.7 |
2.2 |
1.9 |
3.1 |
|
10 |
3.3 |
4.1 |
2.8 |
3.2 |
2.5 |
1.7 |
3.3 |
REFERENCES
- 1. Van Dijk, M., Morley, T., Rau, M. L., Saghai, Y., (2021), A meta-analysis of projected global food demand and population at risk of hunger for the period 2010–2050, Nature Food, 2(7), 494-501.
- 2. Feist, L., (2024), Imbalances between supply and demand: Recent causes of labour shortages in advanced economies. ILO Working Paper. 115.
- 3. İflazoglu, N., Can, I. I., (2024), The role of robotization in reducing the perception of unskilled labor in food and beverage businesses, Worldwide Hospitality and Tourism Themes, 16(5), 634-645.
- 4. Ayyaswamy, K., Gobinath, V. M., Sathya, V., Kathirvel, N., Anthony, R. A., (2025), The role of robotics in smart manufacturing: increasing efficiency and reducing costs, The Quantum AI Era of Neuromarketing, 315-356.
- 5. Cha, E. H., Oh, S. Y., Hong, C. U., Yu, M., Kwon, T. K., (2022), A study on the effect of soft wearable suit using elastic band, Journal of the Korean Society for Precision Engineering, 39(1), 59-67.
- 6. Liberty, J. T., Habanabakize, E., Adamu, P. I., Bata, S. M., (2024), Advancing food manufacturing: leveraging robotic solutions for enhanced quality assurance and traceability across global supply networks, Trends in Food Science & Technology, 104705.
- 7. Sim, J. H., Kim, H. M., Park, K. W., Kim, C. W., Hong, D. H., (2020), Manufacturing automation system of freeform concrete formwork using S-LOM method, Journal of the Korean Society for Precision Engineering, 37(1), 43-50.
- 8. Derossi, A., Di Palma, E., Moses, J. A., Santhoshkumar, P., Caporizzi, R., Severini, C., (2023), Avenues for non-conventional robotics technology applications in the food industry, Food Research International, 173, 113265.
- 9. Zhang, B., Zhou, J., Meng, Y., Zhang, N., Gu, B., Yan, Z., Idris, S. I., (2018), Comparative study of mechanical damage caused by a two-finger tomato gripper with different robotic grasping patterns for harvesting robots, Biosystems Engineering, 171, 245-257.
- 10. Wang, Z., Furuta, H., Hirai, S., Kawamura, S., (2021), A scooping-binding robotic gripper for handling various food products, Frontiers in Robotics and AI, 8, 640805.
- 11. Kim, S., Baek, J., Jeong, M., Suh, J., Lee, J., (2024), Development of fishcake gripping and classification automation process based on suction shape transformation gripper, Inventions, 9(1), 17.
- 12. Pi, J., Liu, J., Zhou, K., Qian, M., (2021), An octopus-inspired bionic flexible gripper for apple grasping, Agriculture, 11(10), 1014.
- 13. Song, H., Kang, D. K., Park, S., Lee, H. J., Jeong, H. E., (2024), Advancements in soft grippers for versatile grasping: Exploring diverse actuation and grasping mechanisms, Journal of the Korean Society for Precision Engineering, 41(7), 515-525.
Biography
- Chang Hee Lee
M.S. Researcher at the Integrated Robotics Systems R&D Division, Korea Institute o f Robotics & Technology Convergence (KIRO). His research interest include robotics and manufacturing automation.
- Van Tung Ha
Ph.D. Researcher at the Integrated Robotics Systems R&D Division, Korea Institute of Robotics & Technology Convergence (KIRO). His research focuses on robot calibration, simultaneous localization and mapping (SLAM), and robot vision, with applications in intelligent robotic systems for manufacturing and automation.
- Hyeonwoo Tak
Researcher at the Integrated Robotics Systems R&D Division, Korea Institute of Robotics & Technology Convergence (KIRO). His research interests include mobile robot motion control, AI-based robotic control.
- Myeongsu Jeong
Senior Researcher at the Integrated Robotics System R&D Division, Korea Institute of Robotics & Technology Convergence (KIRO). His research interest is circuit design and firmware development.
- Jaeyoul Lee
He received his B.S. degree in Mechanical Design Engineering from Hanbat National University in 2006, his M.S. degree in 2008, and his Ph.D. degree in Mechanical Engineering from Hanbat National University in 2020. He is currently serving as the Director and Principal Researcher at the Integrated Robotics Systems Research Division, Korea Institute of Robotics & Technology Convergence (KIRO), Republic of Korea. His current research interests include professional service robots, AGI-based task intelligence for general-purpose robots, and optimal integration technologies for robotic systems.