ABSTRACT
The design of the extrusion die significantly affects both the extrusion process and the quality of multi-lumen tubes. Traditional design methods that rely on trial and error tend to increase manufacturing time and costs while diminishing product quality. This study utilizes inverse extrusion simulation and optimization to design the extrusion die without the need for trial and error. The inverse extrusion simulation generates the die profile necessary to achieve the desired extrudate shape. Subsequently, direct extrusion simulations are conducted to predict the extrudate profile based on the derived die. The optimal volumetric flow rates of air within the lumens are also identified to ensure the extrudate meets the target profile. The results from the direct extrusion simulation, combined with optimization, confirm that the designed extrusion die can successfully produce the target profile. Using the derived die, the multi-lumen tube with the desired specifications is successfully extruded. This design and manufacturing approach enhances both the quality and productivity of multi-lumen tubes.
-
KEYWORDS: Multi-lumen tube, Polymer extrusion, Numerical simulation, Inverse extrusion, Air flow, Optimization
-
KEYWORDS: 다중 루멘 튜브, 폴리머 압출, 수치 해석, 역 압출, 공기 유동, 최적화
1. 서론
의료용 다중 루멘(Multi-lumen) 튜브는 주로 압출 공정으로 제조되는 관 형태의 의료기기이다. 루멘은 튜브 내부에 존재하는 통로를 의미하며 이 통로를 통해 체액 배출, 약물 주입 및 의료기기 삽입 등이 수행된다. 다중 루멘 튜브는 소화계, 호흡계, 순환계 등 다양한 부위에 사용되며, 목적에 따라 튜브의 형상 및 치수가 결정된다[
1]. 대부분의 다중 루멘 튜브는 지름이 매우 작고 단면 형상이 복잡하여 제조 과정에서 높은 형상 및 치수 정밀도가 요구된다[
2].
다중 루멘 튜브는 체내로 삽입되어야 하므로 유연성과 가공성을 갖춘 폴리머(Polymer)로 제조된다. 폴리에테르 블록 아마이드(PEBAX)는 기계적 강도, 생체적합성, 가공성 및 유연성이 뛰어나 의료용 튜브 소재로 주로 사용된다[
3,
4]. 하지만 압출 공정 중 폴리머의 단면적이 팽창하는 현상이 발생한다. 이를 다이 스웰(Die Swell)이라고 하며, 폴리머가 다이 내부로 유입되면서 압축되었다가 다이를 빠져나오면서 고분자 사슬의 탄성 회복력에 의해 단면적이 순간적으로 확대되는 현상을 말한다[
5]. 압출 공정에서 나타나는 다이 스웰은 압출물의 형상 및 치수 정밀도에 영향을 준다. 결과적으로 다이 스웰은 튜브의 생산성 감소 및 품질 저하로 이어질 수 있다. 이에 따라 폴리머의 유동을 기반으로 한 수치 해석에 관한 연구가 많이 수행되고 있다[
6].
Sharma et al. [
7]은 압출물 형상을 예측하기 위해 3차원 CFD 기반 유한요소해석을 수행하였다. 고무의 점성계수를 수치 해석에 반영하기 위해 Carreau-Yasuda 모델과 Arrhenius Law를 적용하여 점성계수를 전단 변형률과 온도에 대한 함수로 정의하였다. 수치 해석을 통해 예측된 압출물은 실험 압출물과 높은 일치도를 보여 해석의 유효성을 입증하였다. Lee et al. [
8]은 말초삽입형 중심 정맥관(PICC)을 압출하기 위해 세 가지 팁 및 다이 구조를 제안하였다. 3차원 CFD 해석을 통해 각 설계의 속도 분포와 다이 스웰을 예측하였다. 실제 압출 실험으로 효과적인 다이 설계 방법임을 확인하였다. Yilmaz et al. [
9]은 수치 해석을 이용한 코트 행거 다이(Coat-hanger Die) 설계를 제안하였다. 폴리머를 일반화된 뉴턴 유체 모델(Generalized Newtonian Fluid Model)로 정의하고, 목표 압출물 형상을 만족하는 다이 형상을 찾기 위해 반복 계산을 수행하였다. 또한 서로 다른 지수 법칙 계수를 가지는 비뉴턴 유체가 다이 성능에 미치는 영향을 분석하였다. 그 결과, 수치 해석 기반 다이 설계가 효과적임을 확인하였다.
주어진 다이에 대한 압출물 형상을 예측하는 수치 해석 기법은 다이 설계에 유용하지만, 원하는 압출물 형상을 얻기까지 여전히 시행착오가 요구된다. 이러한 한계를 보완하기 위해 목표 압출물 형상으로부터 다이 형상을 도출하는 역 압출 수치 해석이 도입되었다. Zhang et al. [
10]은 얇은 벽을 갖고 속이 빈 압출물의 다이 설계를 위해 CFD를 이용한 역 압출 수치 해석을 제안하였다. 해석 결과는 실험을 통해 검증되었으며, 높은 일치도를 보였다. Hao et al. [
11]은 복잡한 형상의 의료용 카테터 압출 다이 설계를 위해 역 압출 수치 해석을 이용하여 보조 재료의 유입부를 설계하였다. 또한 실험을 통해 초기 다이 설계 대비 형상 정밀도가 개선됨을 확인하였다.
하지만 실제 압출 공정은 다이 스웰뿐만 아니라 다양한 공정 변수에 의해 영향을 받는다[
12]. 따라서 공정 변수에 따른 최적화된 공정 조건이 요구된다. Jin et al. [
13]은 루멘 내 공기 유량이 형상 정밀도에 미치는 영향에 대해 연구하였다. 수치 해석과 실험을 통해 다이 스웰만 고려해서는 최적의 다이를 얻을 수 없음을 확인하였다. Alsadi [
14]는 세 공정 변수에 대해 Box-Behnken 설계 및 레벨3 전 요인 설계를 적용하고, 반응표면분석법을 통해 최적화된 공정 조건을 도출하였다. 또한 실험을 통해 최적화의 타당성을 검증하였다.
의료용 다중 루멘 튜브는 지름이 작고 단면 형상이 복잡하며 다이 스웰 및 다양한 공정 변수로 인해 원하는 형상을 구현하는데 어려움을 겪는다. 따라서 본 연구에서는 역 압출 수치 해석과 최적화 기법을 이용한 다이 설계 방식을 제안하고자 한다. 먼저 목표 압출물 형상을 경계 조건으로 설정하여 역 압출 수치 해석을 수행하고 이를 만족하는 다이 형상을 도출하였다. 도출된 다이 형상을 바탕으로 직접 압출 수치 해석을 통해 압출물 형상을 예측하였다. 이때 루멘 내부 공기 유량을 목표 압출물 형상과의 오차를 최소화하기 위해 반응표면분석법과 유전 알고리즘(Genetic Algorithm, GA)을 적용하여 최적화하였다. 최적화된 공기 유량을 적용한 직접 압출 수치 해석 결과는 목표 압출물 형상과 비교하여 수치 해석 결과가 허용 치수를 만족할 경우 실험 압출을 수행하였다. 압출 실험 결과를 목표 압출물 형상과 비교하여 다이 설계 방식의 타당성을 검토하였다.
2. 목표 및 재료
2.1 목표 압출물
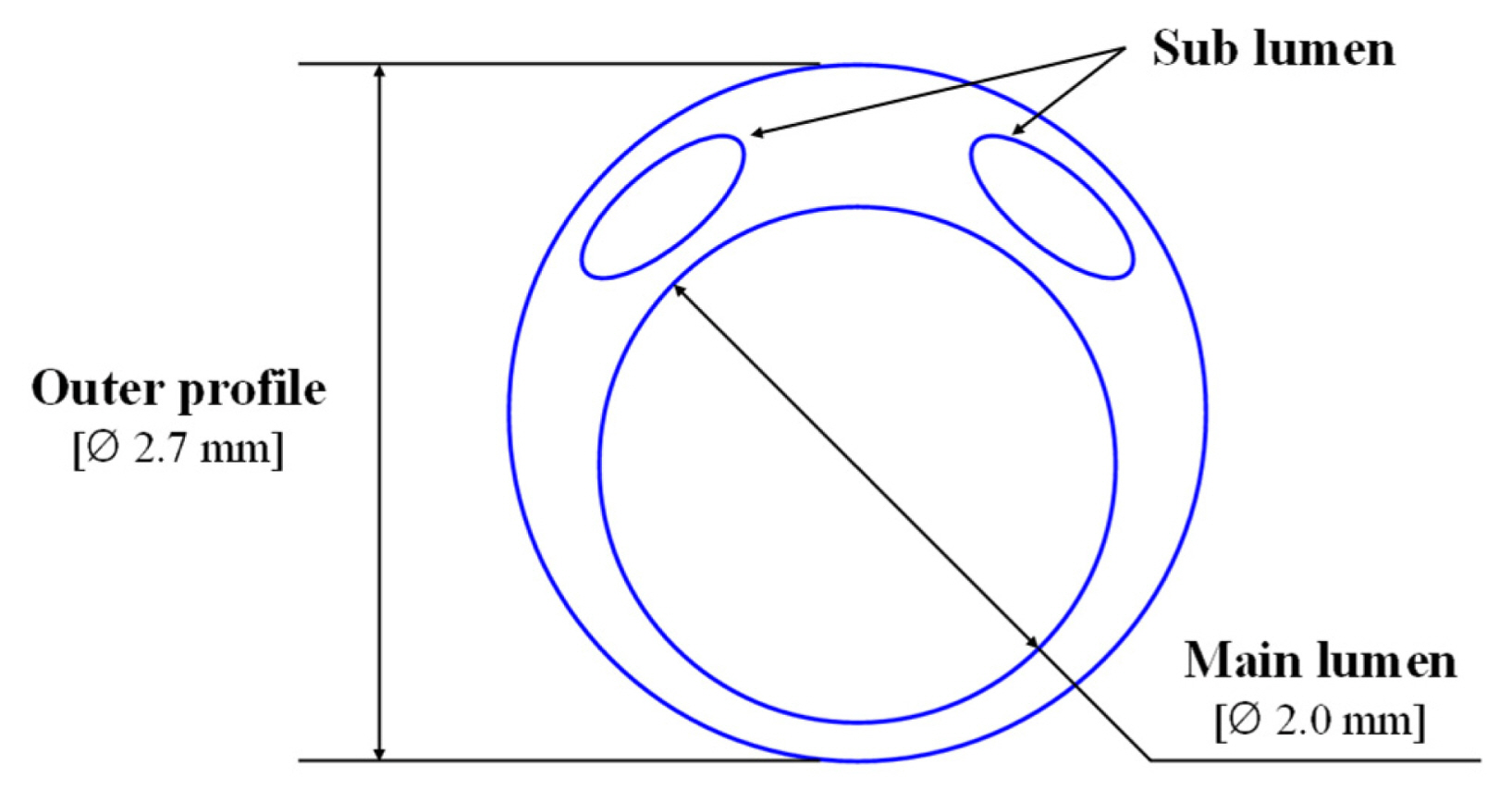
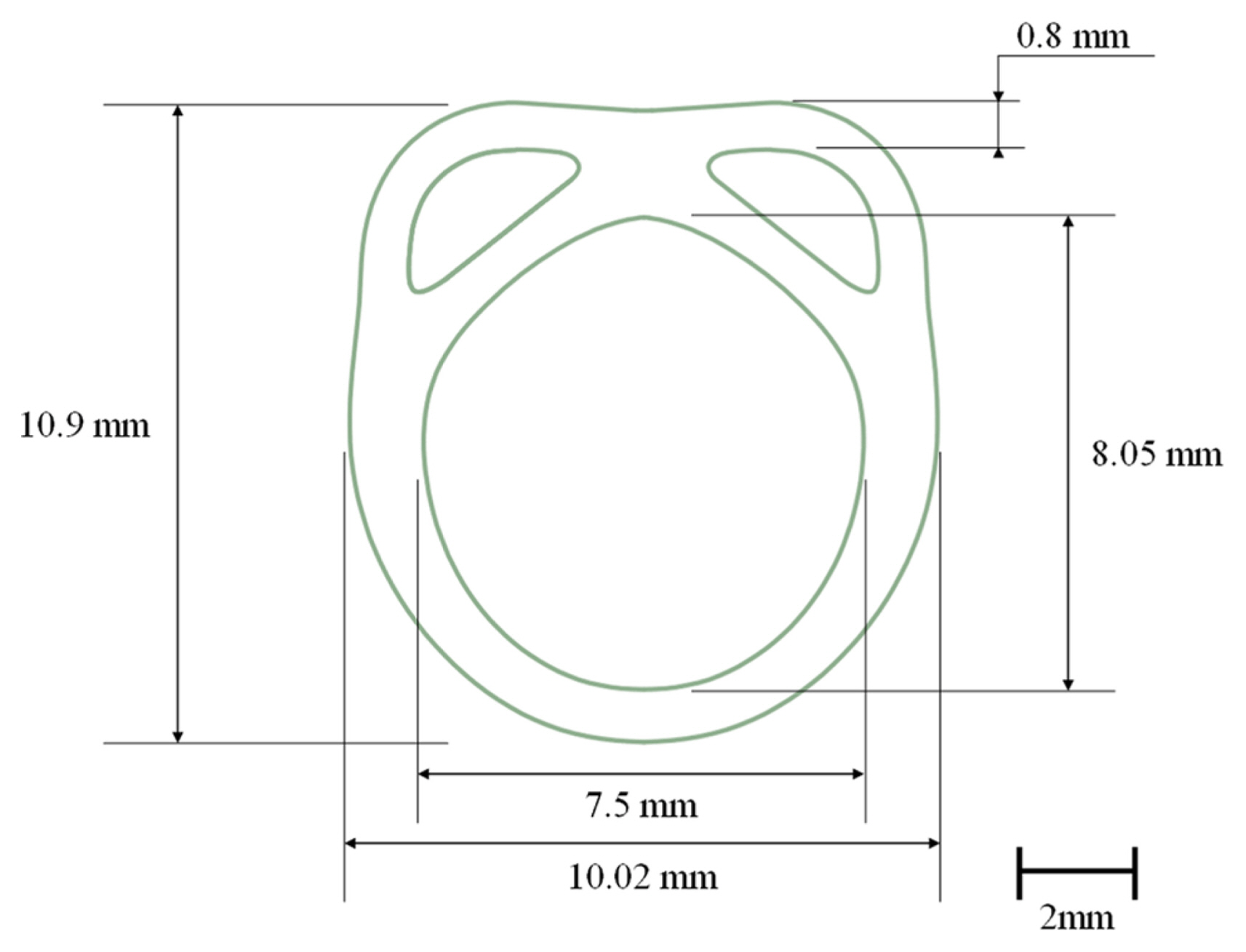
Fig. 1은 목표 압출물의 단면 형상을 제시한다. 튜브는 한 개의 메인 루멘(Main Lumen)과 두 개의 서브 루멘(Sub Lumen)으로 구성된다. 서브 루멘은 메인 루멘의 상단에 대칭으로 배치된다. 튜브의 외경과 메인 루멘의 직경은 각각 2.7과 2.0 mm이며, 서브 루멘의 면적은 0.367 mm
2이다. 튜브의 원형도가 낮으면 시술 중 꺾임이나 찢어짐이 발생할 수 있다[
15]. 따라서 둘레, 면적뿐만 아니라 원형도(Circularity)를 주요 치수에 포함하여 튜브의 품질을 향상시키고자 하였다.
Table 1은 목표 압출물의 주요 치수 및 허용 오차를 나타낸다. 각 치수에 대한 허용 오차는 ±10%이다.
2.2 폴리머 물성치
본 연구에서 사용된 폴리머는 PEBAX 7233 SA01 MED이다. 해당 재료는 비뉴턴 유체로 점성계수가 온도 및 전단 변형률(s
1)에 따라 변한다. 이를 수치 해석에 반영하기 위해 회전형 점도계(MCR 702, Anton Paar, Inc., Austria)를 사용하여 실제 압출 조건과 유사한 환경에서 점성계수를 측정하였다. 온도는 200, 215, 230
oC로, 전단 변형률 범위는 0.01에서 628 s
1로 설정하였다. 각 온도에서 각주파수(rad/s)에 대한 복소 점성계수를 측정한 뒤, Cox-Merz 법칙을 적용하여 전단 점성계수로 변환하였다[
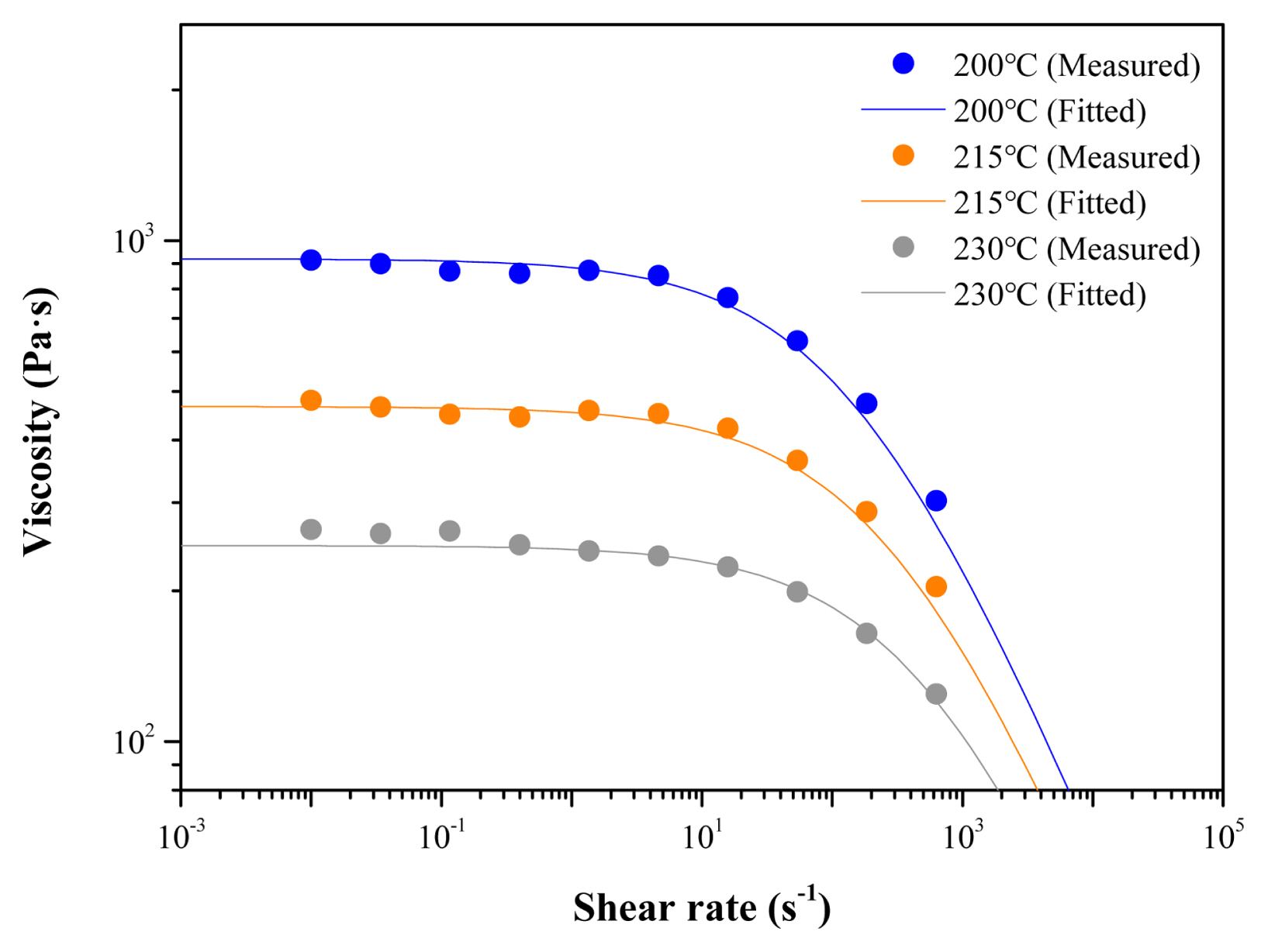
16]. 측정된 점성계수는 낮은 전단 변형률에서 높은 값을 나타냈으며, 전단 변형률이 증가함에 따라 점성계수가 감소하는 전단 박화(Shear Thinning) 거동을 보였다. 전단 변형률에 따른 점성계수를 표현하기 위해 Cross 모델을 적용하였으며 식(1)과 같다.
여기서
γ˙는 전단 변형률, η0는 영전단 점성계수, λ는 완화 시간, m은 Cross 모델 지수이다. 또한 온도에 따른 점성계수를 표현하기 위해 Arrhenius law를 적용하였으며 식(2)와 같다[
17].
여기서 는 활성에너지와 열역학적 상수의 비, Tref는 H(T)가 1이 되도록 하는 기준 온도, T0는 절대 온도로 변환하기 위한 온도 보정 상수이다. 따라서 폴리머의 점성계수는 식(3)과 같이 표현된다.
여기서 η
ref는 온도가 T
ref일 때의 점성계수를 나타낸다.
Fig. 2는 회전형 점도계로 측정한 점성계수와 측정된 점성계수에 Cross 모델과 Arrhenius Law를 적용하여 얻은 곡선 피팅(Curve Fitting) 결과를 나타낸다. 곡선 피팅을 통해 기준 온도 230
oC에서 도출된 파라미터를
Table 2에 정리하였다.
3. 역 압출 수치해석
목표 압출물 형상을 만족하는 다이 형상을 도출하기 위해 역 압출 수치 해석을 수행하였다. 역 압출 수치 해석은 목표 압출물 형상을 경계 조건으로 설정하고, 이를 만족하는 다이 형상을 계산하는 수치 해석 기법이다. 특히 복잡한 다중 루멘 구조를 가지는 튜브의 경우에는 형상 정밀도가 매우 중요하다. 따라서 역 압출 수치 해석을 이용한 다이 설계는 반복적인 설계 과정을 최소화하여 시간과 비용을 절감할 수 있다.
3.1 역 압출 지배방정식
폴리머 압출 유동 해석에 널리 사용되는 상용 소프트웨어 Ansys Polyflow를 이용하여 수치 해석을 수행하였다[
18]. 일반적으로 다이 스웰현상은 유체의 탄성과 속도 차이에 의하여 발생한다. 본 연구에서는 탄성의 효과를 무시하고 폴리머의 점성 계수의 변화를 고려하는 일반화된 뉴턴 유체 모델을 적용하였다. 유동은 3차원, 층류, 정상상태, 비등온, 비압축성으로 가정하였다. 역 압출 수치 해석은 폴리머의 유동만을 고려하였으며, 폴리머의 연속 방정식은 식(4)와 같다.
여기서 Vp는 폴리머의 속도 벡터이다. 표면 장력, 관성력 및 중력을 무시한다고 가정하면 폴리머의 운동량 방정식은 식(5)와 같다.
여기서 pp는 폴리머의 압력, τp는 폴리머의 응력 텐서이다. 이때 일반화된 뉴턴 유체 모델에 따라 폴리머의 응력 텐서는 식(6)과 같이 정의된다.
여기서 D는 폴리머의 변형률 텐서를 나타낸다. 폴리머의 에너지 방정식은 식(7)과 같다.
여기서 ρp는 폴리머의 밀도, cp,p는 폴리머의 비열, kp는 폴리머의 열전도도를 의미한다. 230oC에서 폴리머의 밀도는 1,010 kg/m3, 비열은 2,800 J/kgK, 열전도도는 0.18 W/mK이다.
계산은 수렴 기준인 10
4에 도달할 때까지 반복 수행하였다. 폴리머의 비선형성으로 인해 반복 계산 과정에서 수렴에 문제가 발생할 수 있다. 따라서 폴리머와 공기 체적 유량에 진화 기법을 적용하여 시스템의 상태를 시간의 함수로 정의하고, 유량을 낮은 값에서 목표 값까지 점진적으로 증가시켜 수렴을 용이하게 하였다[
19].
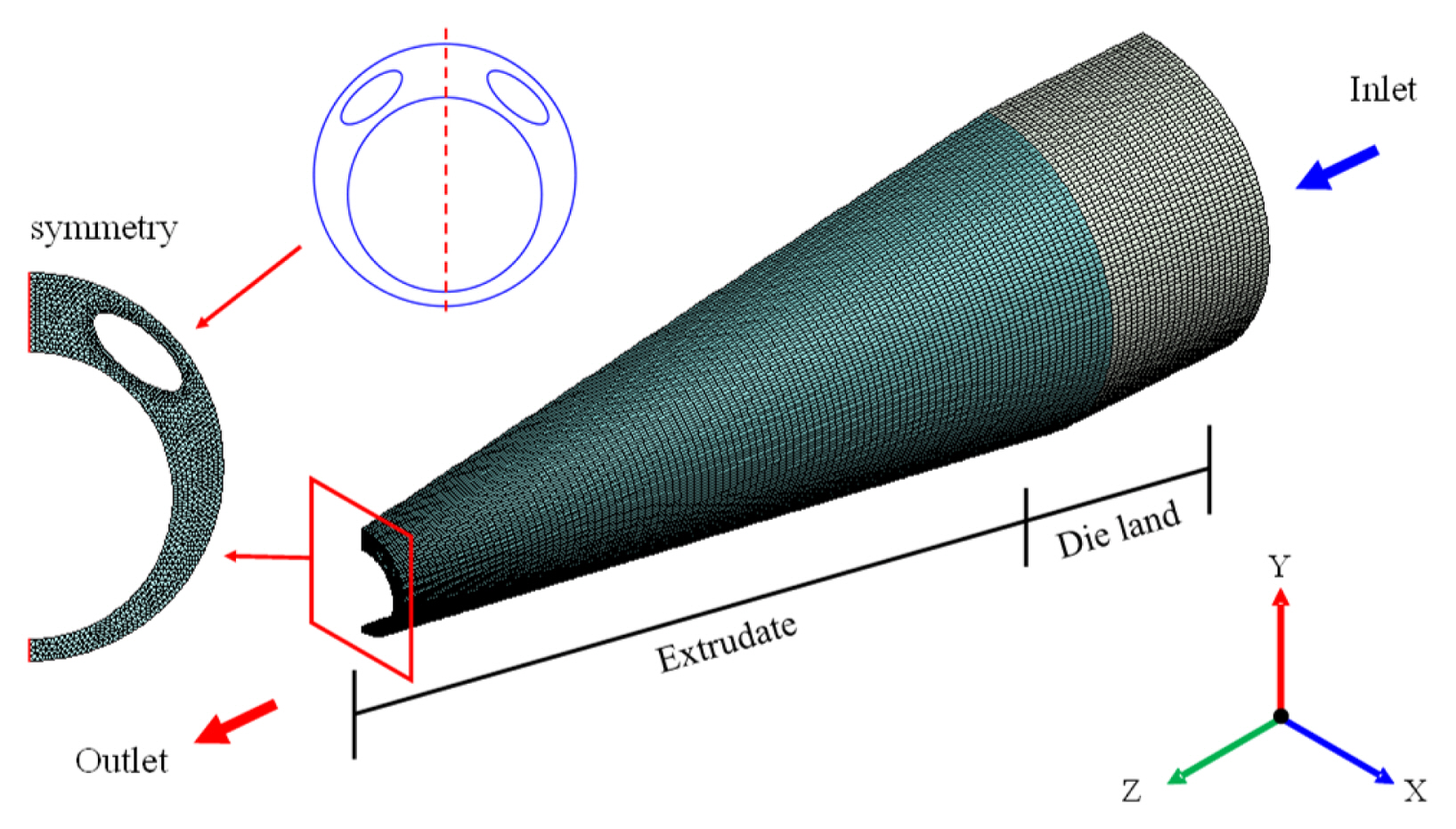
Fig. 3은 역 압출 수치 해석을 위한 계산 영역과 격자 구조를 나타낸다. 역 압출 수치 해석은 폴리머의 유동만을 고려하였다. 목표 압출물은 대칭 구조를 가지므로, 계산 영역은 튜브의 중심을 기준으로 절반만을 설정하였다. 출구(Outlet)는 목표 압출물 형상과 동일하게 설정하였다. 다이 랜드(Die Land)의 단면적은 풀러(Puller)가 압출물 끝단에서 유동 방향으로 당기는 것을 고려하여 목표 압출물 단면적의 약 9배로 설정하였다. 다이 랜드 영역과 압출물 영역의 길이는 각각 5와 20 mm이다. 격자 요소는 삼각 프리즘 요소(Prism Element)로 구성하였다. 격자 수렴성 확인을 위하여 격자의 개수를 늘려가면서 압출물 형상의 변화를 알아보았고 1% 미만의 변화를 보이는 123,606개의 노드와 211,550개의 요소를 사용하였다.
경계 조건은 다이 랜드 영역과 압출물 영역으로 구분하여 설정하였다. 다이 랜드 영역의 벽면에 점착(No-slip) 조건을 적용하였고, 다이 랜드의 온도는 220oC로 설정하였다. 계산 영역의 중심면에는 대칭(Symmetry) 조건을 적용하였다. 압출물 영역의 벽면은 자유 표면(Free Surface) 조건과 대류 열전달 조건(Heat Flux Condition)을 적용하였다. 이때 대류 열전달 계수는 5 W/m2K, 외부 대기 온도는 20oC로 설정하였다. 출구에는 풀러에 의해 압출물이 유동 방향으로 당겨지므로 200 mm/s의 속도 조건을 적용하였다. 입구(Inlet)에는 체적 유량 조건을 적용하였으며, 유량은 목표 압출물 형상의 단면적과 풀러의 속도를 곱한 값인 443.16 mm3/s에 해당한다. 입구의 온도는 230oC로 설정하였으며, 완전 발달 유동(Fully Developed Flow)으로 가정하였다.
또한 다이 스웰로 인한 압출물 영역의 변형을 계산하기 위해 Remeshing 기법을 적용하여 노드 위치 변화에 따라 격자를 재구성하였다. 본 기법은 압출물 영역뿐만 아니라 다이 랜드 영역에도 함께 적용하여 출구에 적용된 목표 압출물 형상을 얻기 위한 다이 형상이 다이 랜드 영역의 단면으로 도출되도록 하였다.
3.3 역 압출 수치해석 결과
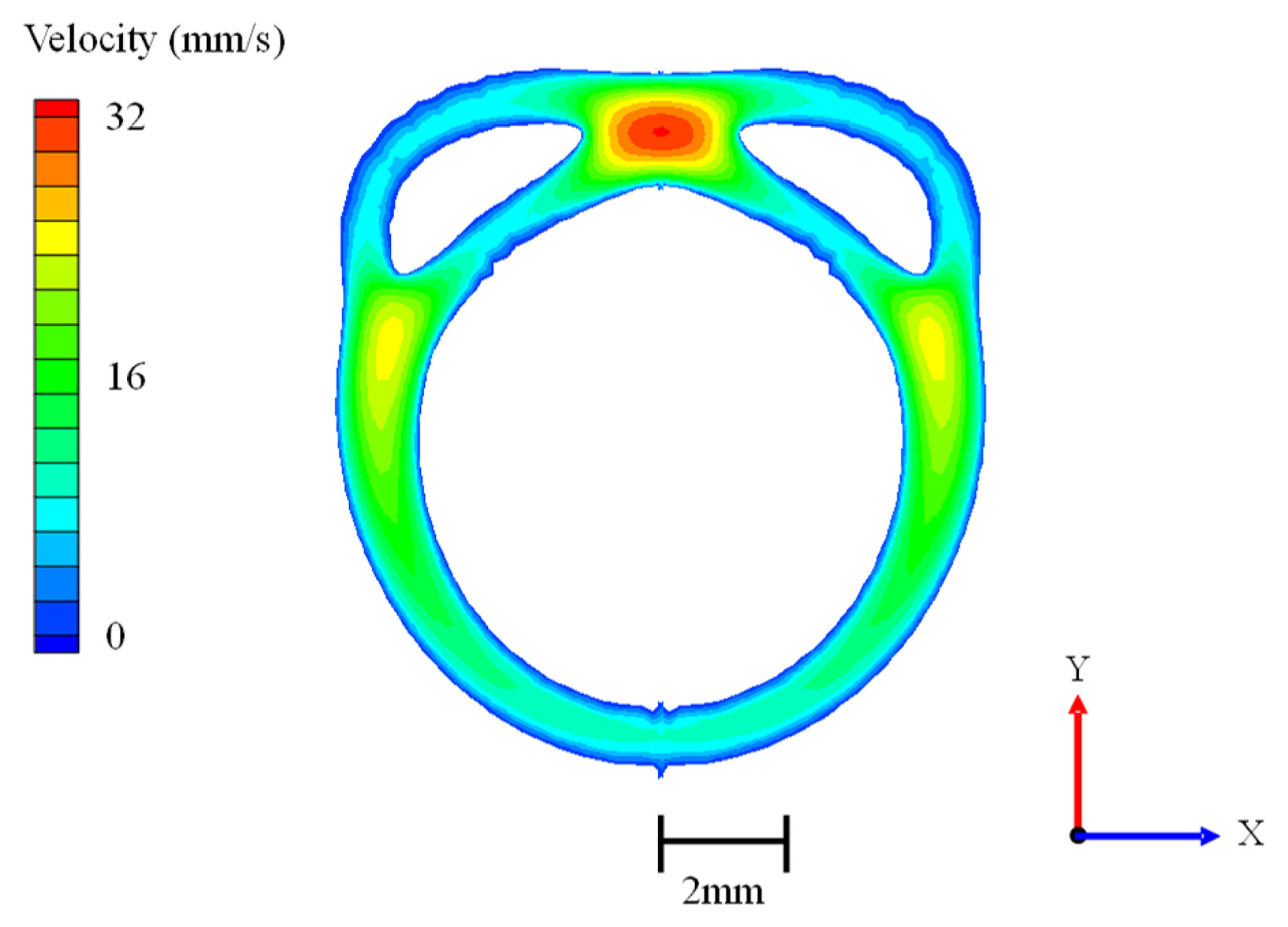
Fig. 4는 역 압출 수치 해석을 통해 도출된 다이 형상과 다이 단면에서 폴리머의 속도 분포를 나타낸다. 서브 루멘 주변에서 폴리머 유동의 유로가 크고 속도가 높은 것을 알 수 있다. 속도가 높은 영역에서 속도차가 크게 발생하고 유동의 속도차에 의하여 다이 스웰이 발생한다. 따라서 도출된 다이 형상을 사용하여 압출을 한다면 서브 루멘 주변에서 다이 스웰이 발생하여 튜브의 외형과 메인 루멘의 형상이 원형에 가까워질 것으로 예상할 수 있다.
Figs. 5는
4의 다이 형상을 사용하여 가공에 적합한 형태로 수정한 다이 설계도를 나타낸다.
Fig. 5의 형상을 사용하여 직접 압출 수치해석을 수행하고 공기 유동 적용시 목표 형상 압출 가능 여부를 알아보겠다.
4. 직접 압출 수치해석
도출된 다이 형상을 바탕으로 직접 압출 수치 해석을 수행하였다. 직접 압출 수치해석에서는 폴리머와 루멘 내부 공기의 유동을 함께 고려하였다.
4.1 직접 압출 지배방정식
직접 압출 수치해석에서 폴리머의 지배방정식은 역 압출 수치해석에서 사용된 지배방정식, 식(4)-식(7)과 같다. 공기 유동의 지배방정식 중 연속 방정식은 식(8)과 같다.
여기서 Va는 공기의 속도 벡터이다. 중력을 무시한다고 가정하면 공기 유동의 운동량 방정식은 식(9)와 같다.
여기서 ρa는 공기의 밀도, pa는 공기의 압력, μ는 공기의 점성계수를 의미한다. 230oC에서 공기의 밀도는 0.703 kg/m3, 점성계수는 2.687 × 105 Pa∙s이다. 공기 유동의 에너지 방정식은 식(10)과 같다.
여기서 cp,a는 공기의 비열, ka는 공기의 열전도도를 의미한다. 230oC에서 공기의 비열은 1,029 J/kgK, 열전도도는 0.03974 W/mK이다.
4.2 직접 압출 격자와 경계 조건
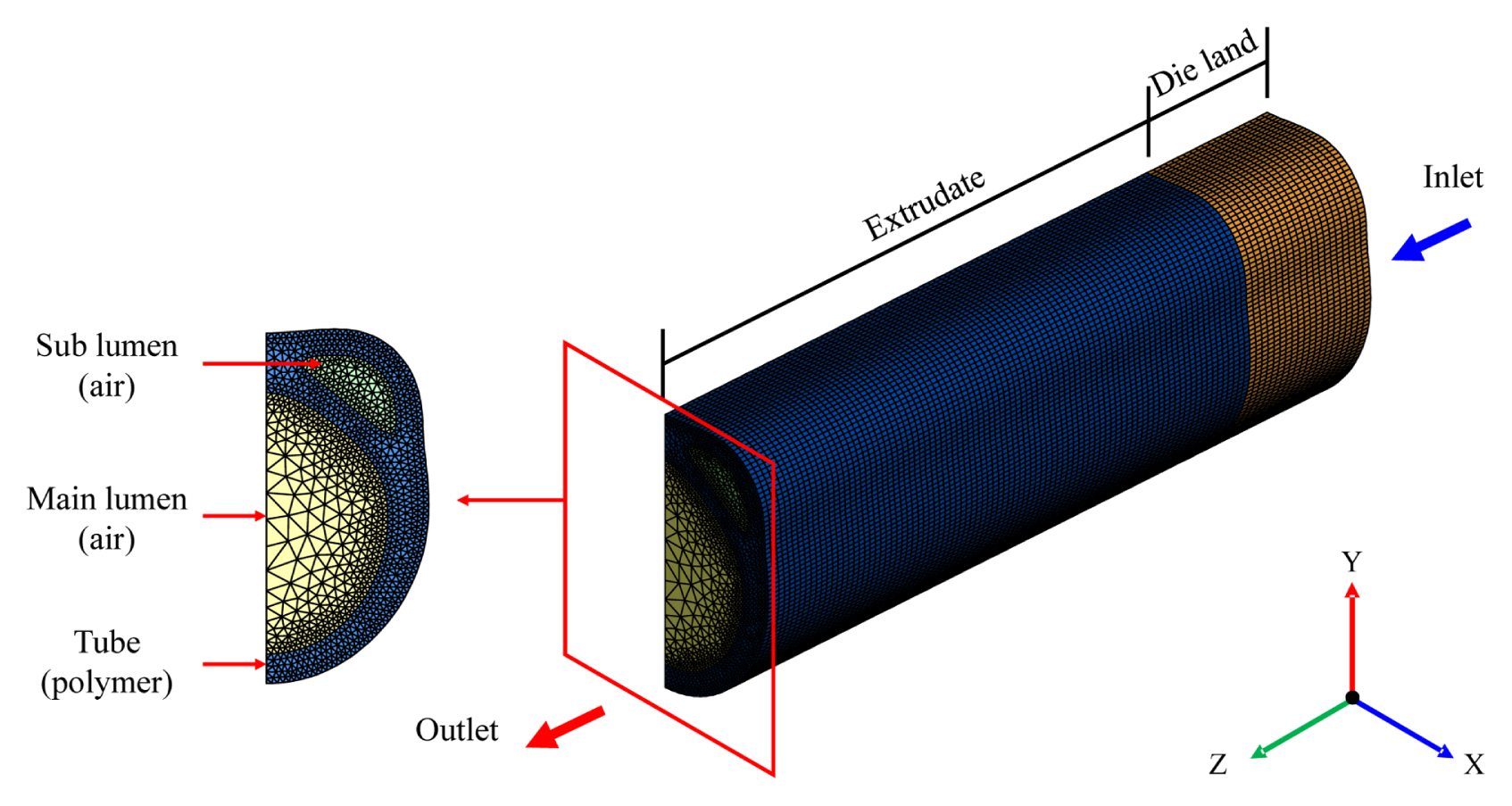
Fig. 6는 수치 해석을 위한 계산 영역과 격자 구조를 나타낸다. 역 압출 수치 해석과 달리, 전체 계산 영역이 다이 랜드 단면적과 같다. 또한 루멘 내부 공기의 유동도 함께 고려하였기 때문에 루멘 영역에 대한 격자를 추가하였다. 다이 랜드와 압출물의 길이는 역 압출 수치해석과 동일하게 설정하였다. 격자 요소는 삼각 프리즘 요소로 구성하였으며, 격자 수렴성을 고려하여 1% 미만의 형상물 변화를 보이는 124,542개의 노드와 232,320개의 요소를 포함하였다.
폴리머에 대한 경계 조건은 역 압출 수치 해석과 동일하게 설정하였으며, 압출물 영역 내부 벽면에 공기와의 상호작용을 고려한 인터페이스(Interface) 조건을 추가하였다. 공기에 대한 경계 조건으로 다이 랜드 영역의 루멘 벽면에는 점착 조건을 적용하였고, 압출물 영역의 루멘 벽면에는 인터페이스 조건을 적용하였다. 출구에는 출구 조건(Outflow Condition)을 적용하였다. 메인 및 서브 루멘 입구에는 온도 230oC의 완전 발달된 공기 유동의 체적 유량 조건을 적용하였다. 이때 루멘 내부 공기의 체적 유량은 압출물 형상 및 치수를 결정하는 공정 변수로서 최적화하였다. 또한 압출물 영역에 Remeshing 기법을 적용하여 다이 스웰로 인한 압출물 영역 변형에 따라 격자를 재구성하여 압출물 형상을 예측하였다.
4.3 최적화
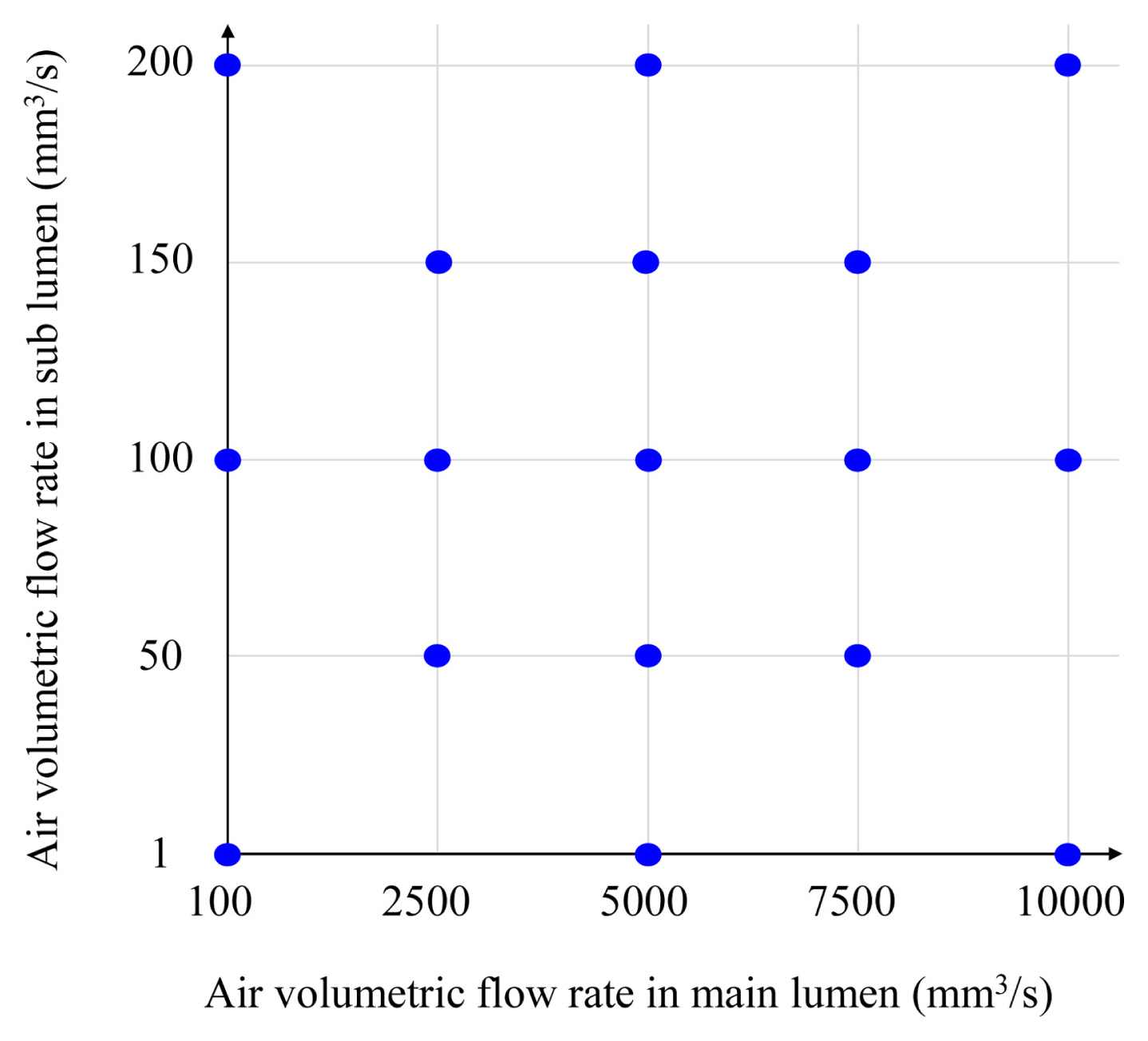
루멘 내부 공기 체적 유량을 최적화하기 위해 메인 루멘과 서브 루멘의 공기 체적 유량을 입력 변수로 설정하고, 중심합성 계획법(Central Composite Design, CCD)을 적용하였다. 메인 루멘과 서브 루멘의 공기 체적 유량 범위는 각각 100-10,000 mm
3/s와 1-200 mm
3/s로 설정하였다. 총 17개의 설계점을 도출하였으며, 이를
Fig. 7에 나타냈다. 각 설계점에서 목표 압출물과의 형상 정밀도를 평가하기 위해 목적 함수를 식(11)과 같이 정의하였다.
여기서 D
i는
Table 1에 제시된 i번째 치수 파라미터를 나타낸다. 목적 함수를 최소화하여 목표 형상을 얻을 수 있는 메인 루멘과 서브 루멘의 공기 체적 유량 결정할 것이다.
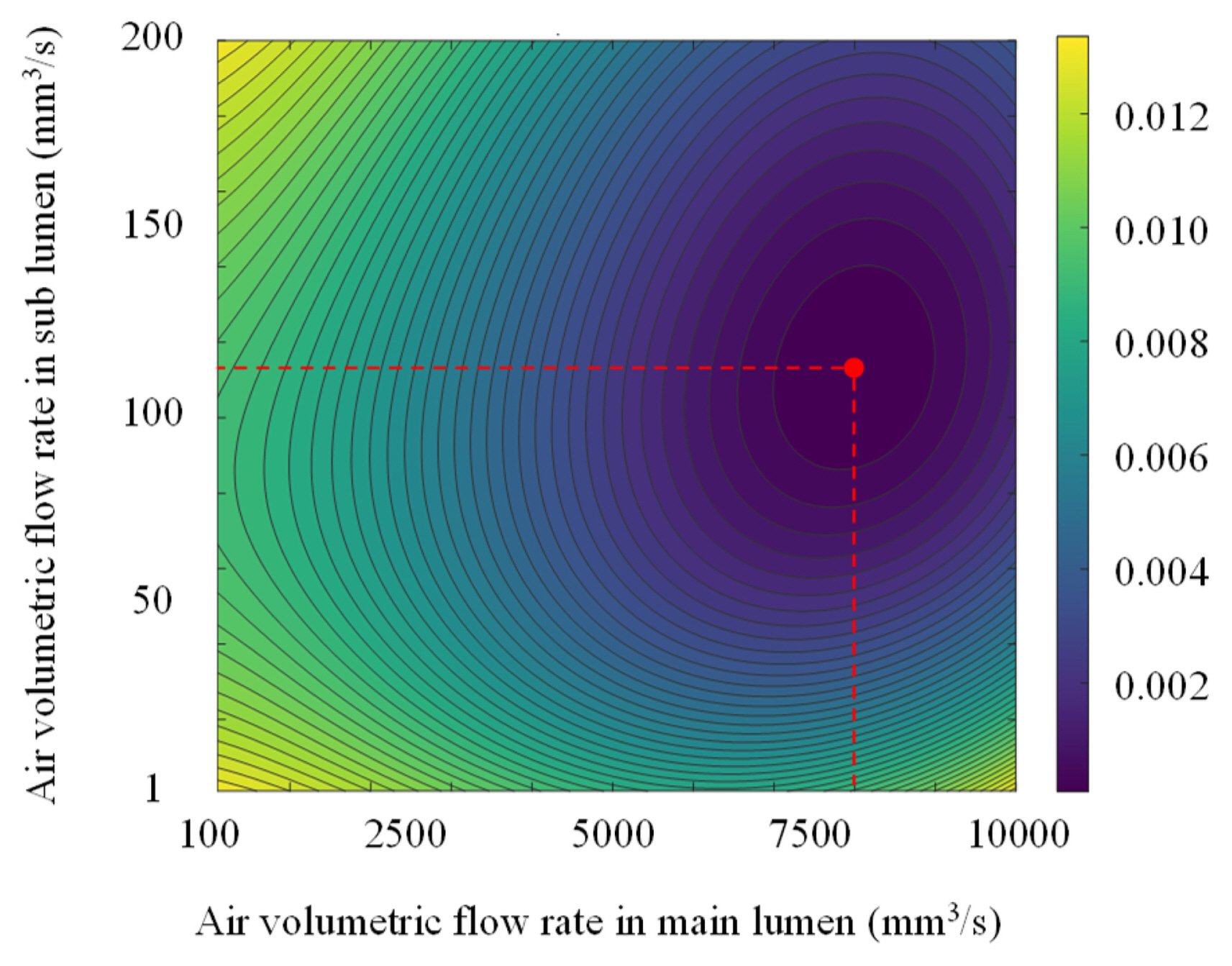
Fig. 8은 각 설계점에서 계산된 목적 함 수 값을 기반으로 반응표면분석법을 적용한 결과를 나타낸다. 목적 함수 값이 최소가 되는 공기 체적 유량을 찾기 위해 유전 알고리즘을 적용하였으며, 메인 루멘의 공기 체적 유량은 8,015 mm
3/s, 서브 루멘의 공기 체적 유량은 112 mm
3/s로 결정되었다.
최적화된 공기 체적 유량을 적용하여 직접 압출 수치 해석을 수행하였다.
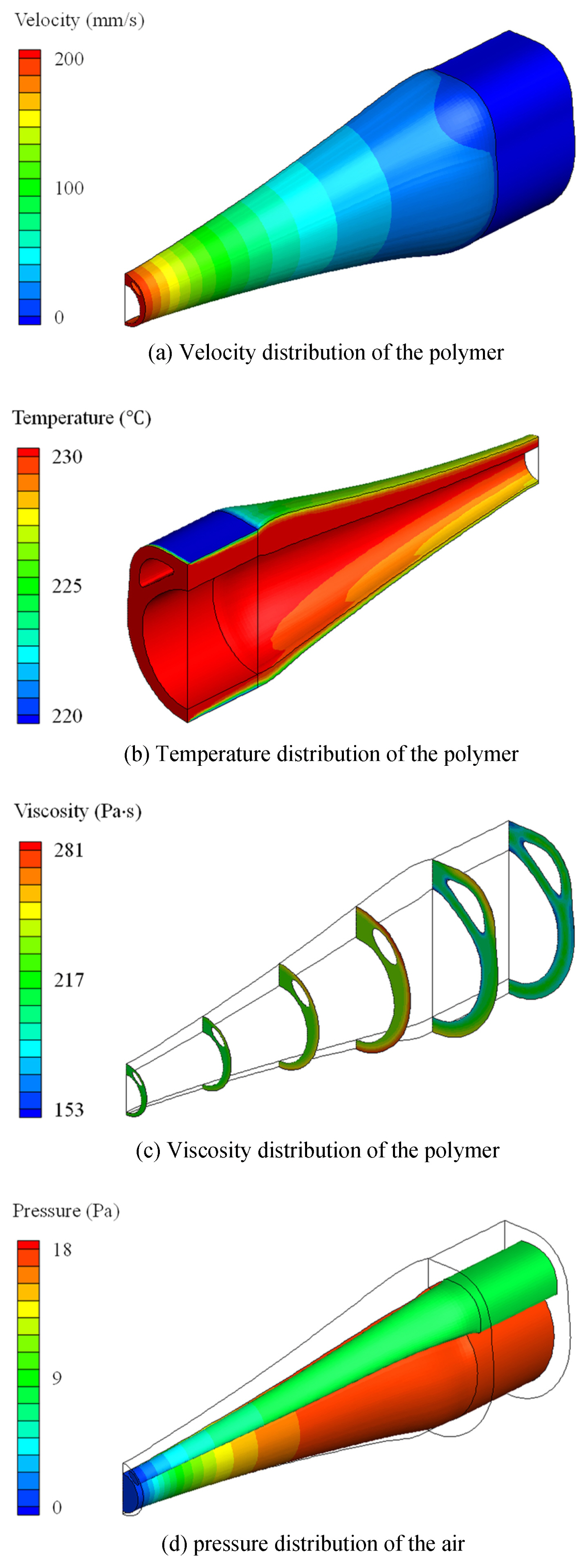
Fig. 9(a)는 폴리머의 속도 분포를 나타낸다. 다이 랜드 벽면에는 점착 조건이 적용되어 벽 인근 속도는 0 mm/s로 나타난다. 출구에는 200 mm/s의 속도 조건이 적용되어 폴리머의 최대 속 도는 200 mm/s로 나타난다. 또한 유동 단면적이 감소함에 따라 폴리머의 속도는 증가하는 것으로 관찰된다.
Fig. 9(b)는 폴리머의 온도 분포를 나타낸다. 폴리머의 온도는 유동 방향으로 갈수록 서서히 감소한다. 이는 자유 표면에서 외부 공기와의 대류 열전달에 기인한 것으로 보인다.
Fig. 9(c)는 폴리머의 점성계수 분포를 나타낸다. 점성계수는 유동 방향으로 갈수록 증가한 뒤 다시 감소한다. 이는 다이 랜드와 초기 압출물 영역에서 다이의 온도와 대류 열전달로 인해 폴리머의 온도가 감소하여 점성계수가 증가하였으나, 출구로 갈수록 풀러로 인해 전단 변형률이 증가하여 점성계수가 감소하는 것으로 보인다.
Fig. 9(d)는 메인 및 서브 루멘 내 공기 압력 분포를 나타낸다. 최적화된 공기 체적 유량이 유입되면서 입구에서 높은 압력이 형성되고, 유동 방향으로 갈수록 압력 강하가 발생한다. 출구에 적용된 Outflow 조건으로 인해 출구에서의 압력은 0 Pa로 수렴하며, 이러한 압력은 루멘의 형상 유지에 기여한다.
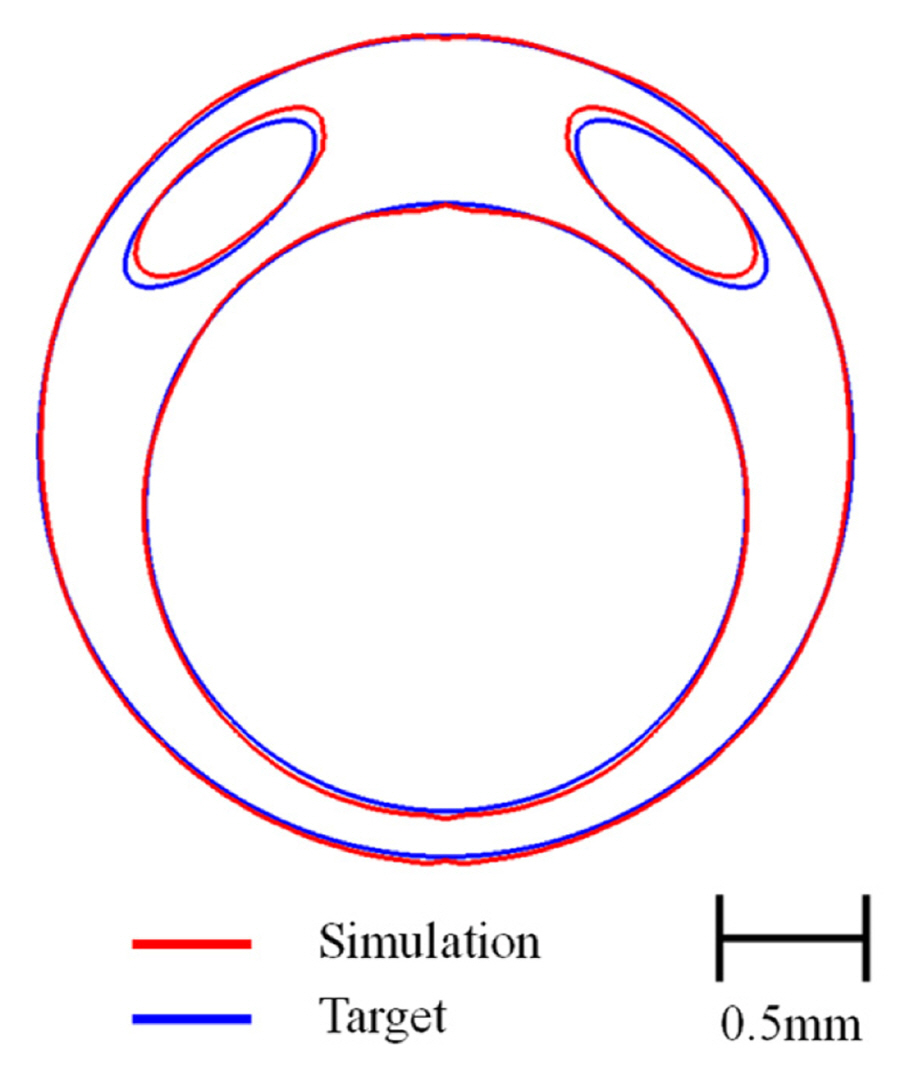
Fig. 10에 목표 압출물 형상과 최적화된 공기 체적 유량을 적용한 수치 해석 결과를 비교하여 나타냈다. 전반적으로 목표 압출물 형상과 높은 일치도를 보이나, 서브 루멘에서 국부적인 위치 편차가 관찰된다.
Table 3은 목표 압출물 형상과 수치 해석 결과 간의 상대 오차를 수치적으로 나타낸다. 모든 치수 파라미터의 상대 오차는 1% 미만으로 나타나며 허용 오차인 ±10%를 만족하였다.
5. 압출 실험
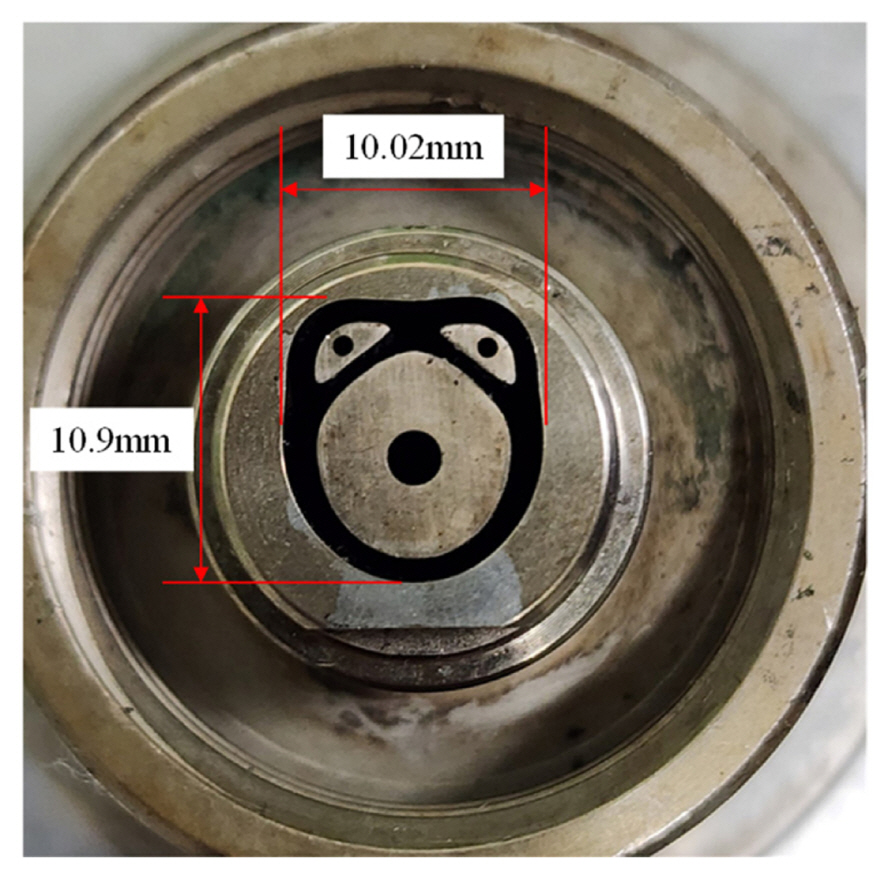
역 압출 수치 해석을 통해 도출된 다이 형상인
Figs. 4를 바탕으로 실제 다이를 제작하였고, 이를
11에 나타냈다. 다이의 가로 및 세로 길이는 각각 10.02와 10.9 mm로, 목표 압출물 형상 대비 약 3.9배로 설계되었다. 최적화된 공기 체적 유량을 적용하여 압출을 수행하였으며, 얻어진 압출물 형상을
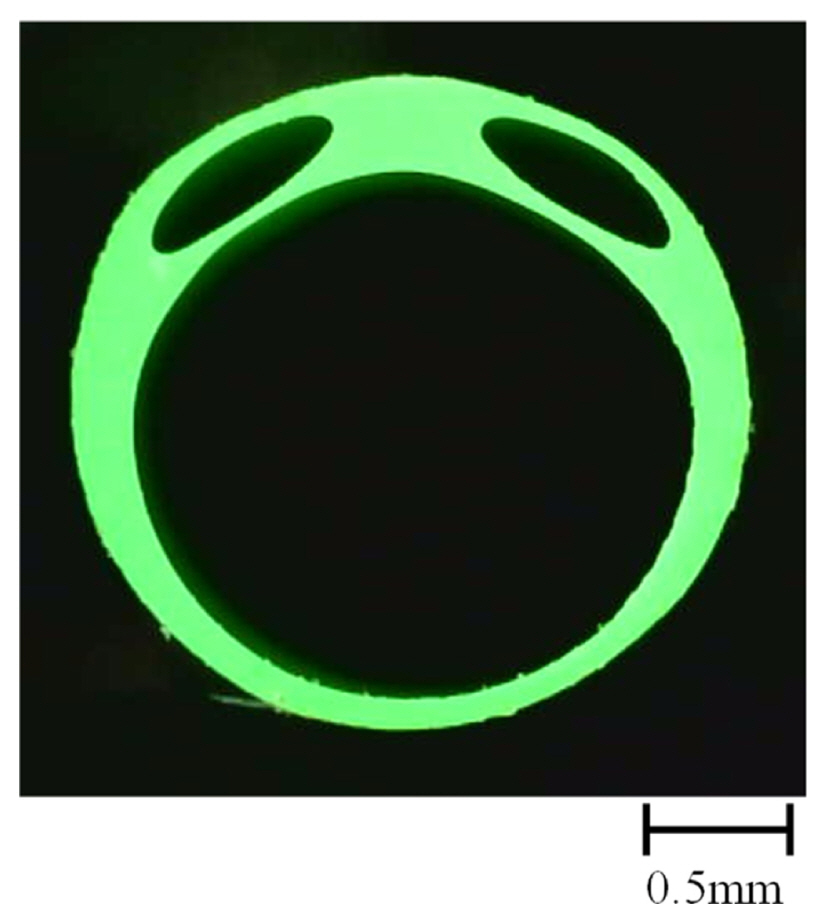
Fig. 12에 나타냈다. 공기 유량으로 인해 루멘의 형상이 안정적으로 유지된 것을 알 수 있다.
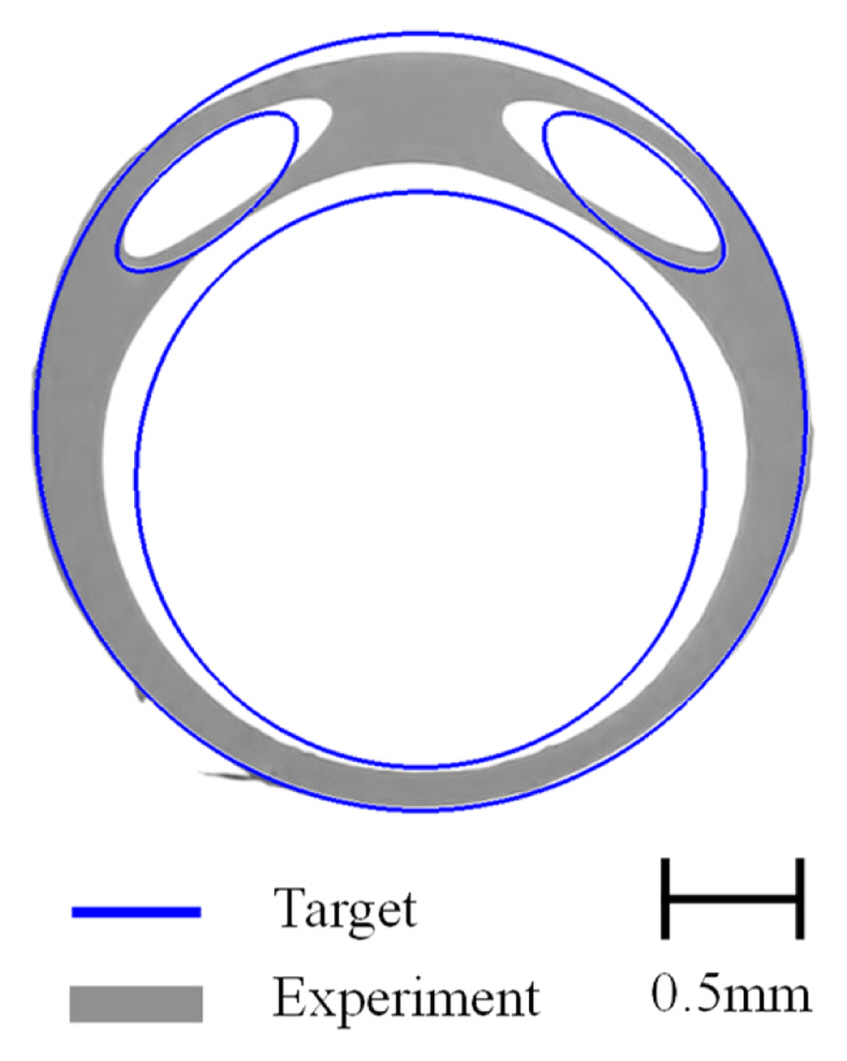
Fig. 13는 실험 압출물 형상과 목표 압출물 형상 간의 비교를 나타낸다.
Table 4는 실험 압출물 형상과 목표 압출물 형상 간의 상대 오차를 수치적으로 나타낸다. 메인 루멘의 면적과 서브 루멘의 둘레를 제외하면, 상대 오차는 10% 이하로 나타난다. 특히 외곽선과 원형도의 상대 오차는 3-6% 이내로, 목표 압출물과 매우 근접한 수치를 얻었다. 반면, 메인 루멘의 면적과 서브 루멘의 둘레는 다소 큰 오차를 나타내며, 이는 복잡한 다이 형상의 정밀 가공 한계와 압출 공정 중 발생하는 비선형 유동 특성에 기인한 것으로 보인다. 또한 실험 시 압출물의 면적에 영향을 미치는 폴리머 유량과 루멘의 크기에 영향을 미치는 공기의 유량을 보다 정밀하게 제어한다면 오차를 줄일 수 있을 것으로 생각된다. 그럼에도 각각의 절대 오차는 0.509와 0.286 mm로 압출 공정상 허용 가능한 수준이며 외곽선과 원형도가 목표 치수에 근접함을 고려할 때 전반적인 형상 정밀도는 높은 것으로 보인다.
6. 결론
압출 공정에서 발생하는 다이 스웰이나 여러 공정 변수들은 목표 압출물의 형상 및 치수 정밀도에 영향을 준다. 본 연구에서는 복잡한 형상의 다중 루멘 튜브를 압출하기 위해 역 압출 수치 해석과 최적화 기법을 이용한 다이 설계 방식을 제안하였다. 수치 해석과 실험에 앞서 목표 압출물 형상의 주요 치수를 선정하고 각 치수의 허용 오차를 설정하였다. PEBAX 7233 SA01 MED의 거동을 수치 해석에 반영하기 위해 회전형 점도계로 점성계수를 측정하였다. 측정된 점성계수를 Cross 모델과 Arrhenius Law를 사용하여 온도 및 전단 변형률에 대한 함수로 표현하였다. Ansys Polyflow를 이용하여 수치 해석을 수행하였고, 역 압출 수치 해석을 통해 목표 압출물 형상에 대한 다이 형상을 얻을 수 있었다. 역 압출 수치 해석 결과를 바탕으로 주어진 다이 형상에 최적화된 공기 유량를 적용하여 직접 압출 수치 해석을 수행하였다. 루멘 내부 공기 체적 유량은 압출물 형상을 결정하는 주요 공정 변수로서 목표 압출물 형상과의 오차를 최소화하기 위해 반응표면분석법과 유전 알고리즘을 이용하여 최적화하였다. 예측된 압출물의 상대 오차는 1% 미만으로 높은 일치도를 보였다. 이후 실제 실험을 진행하였으며 실험 압출물 형상과의 평균 상대 오차는 약 8.95%로 허용 오차를 만족하였다. 본 연구에서 제안한 기법은 반복적인 다이 설계 과정과 공정 난이도를 낮추어 의료용 튜브의 품질 및 생산성 향상에 크게 기여할 것으로 기대된다.
FOOTNOTES
-
ACKNOWLEDGEMENT
본 연구는 산업 통상자원부의 첨단 제조기술 기반 중재의료기기기술개발사업(No. RS-2023-00232376)과 2026년도 교육부 및 경상북도의 재원으로 경북RISE센터의 지원을 받아 수행된 지역혁신중심 대학지원체계(RISE)-(지역성장 혁신LAB)의 결과입니다(2026-rise-15-105).
Fig. 1Target cross-sectional profile of the extrudate for the multilumen tube
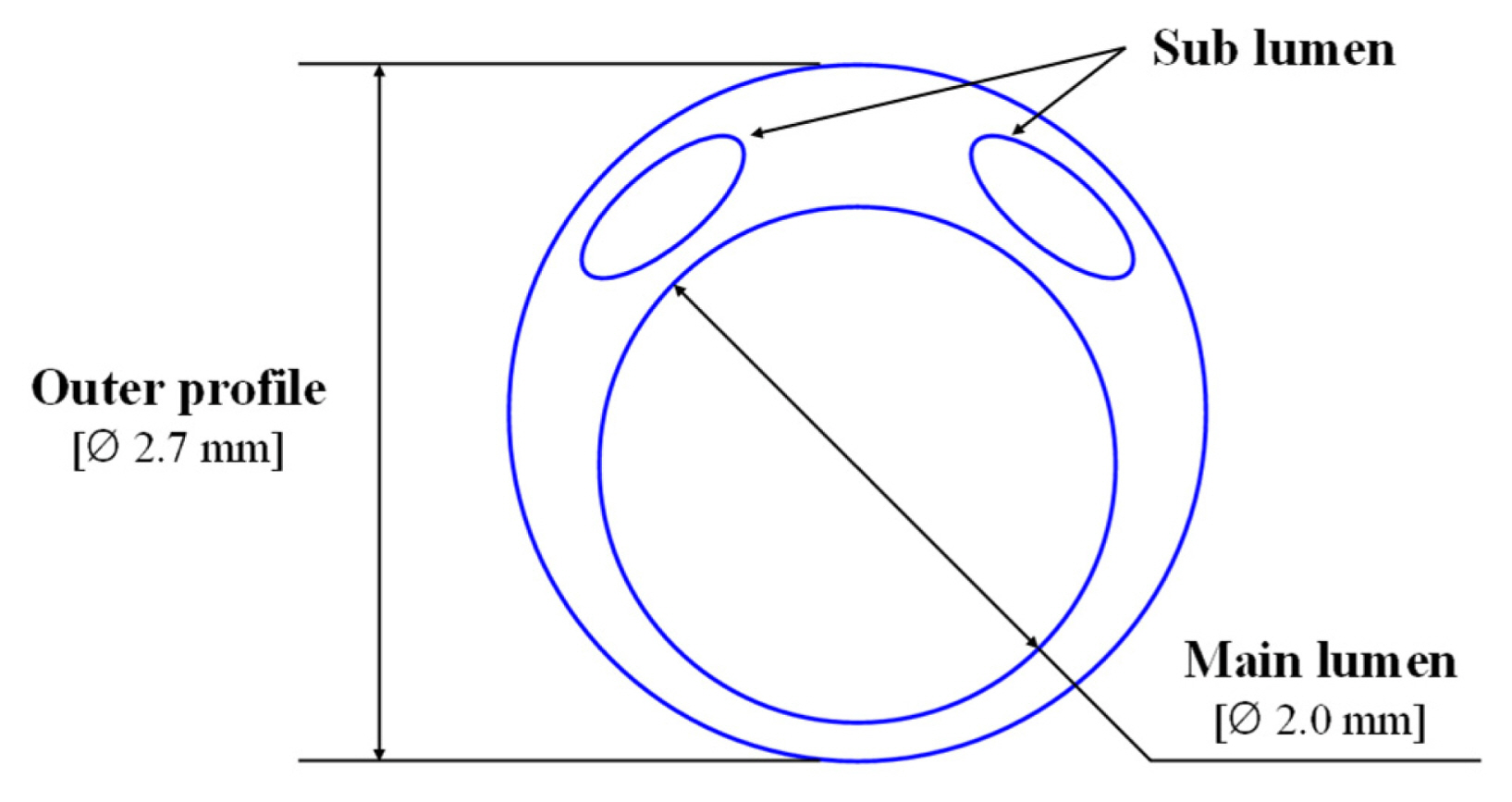
Fig. 2Measured viscosities and fitted curves of PEBAX 7233 at 200, 215, and 230°C
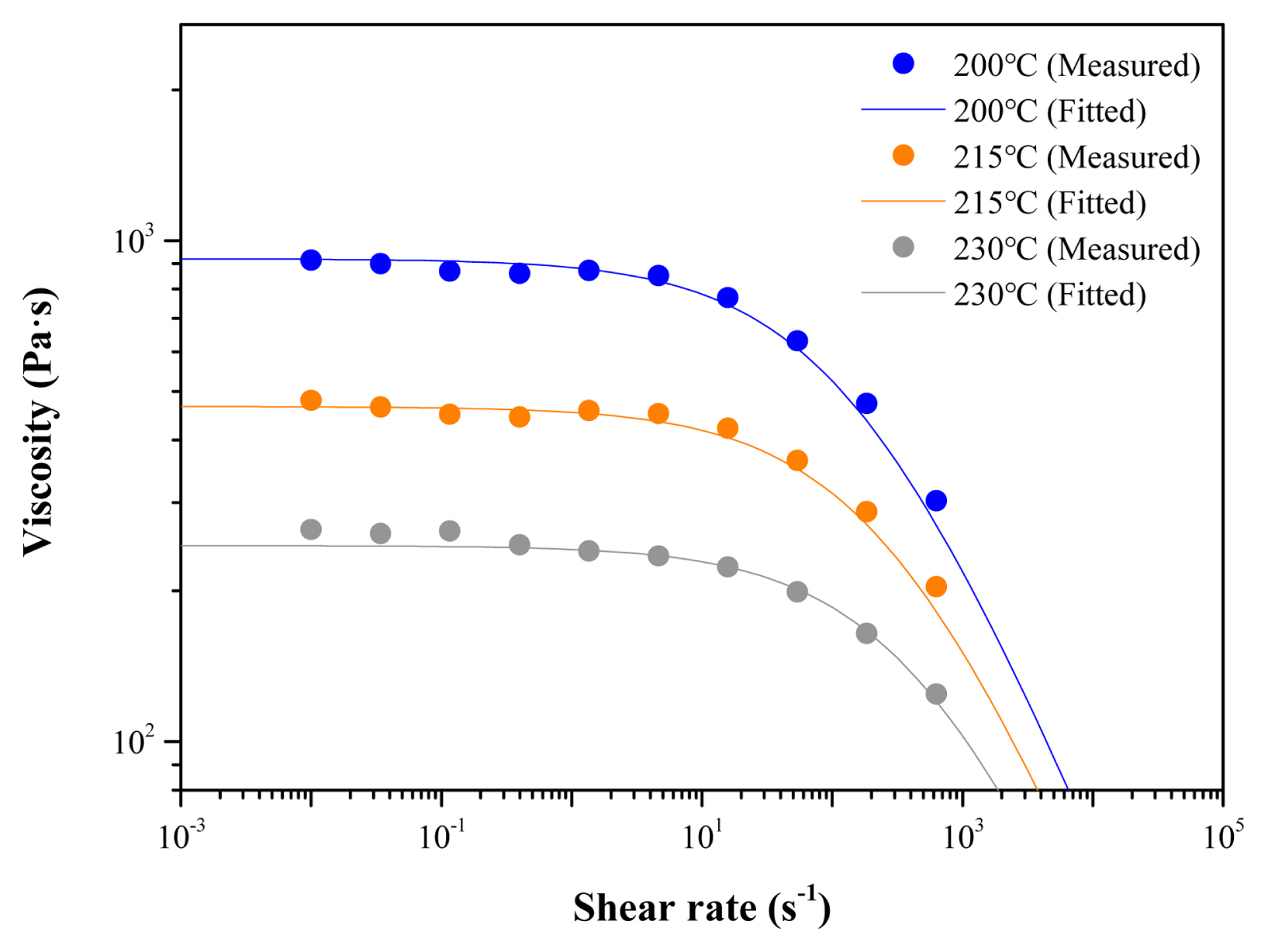
Fig. 3Computational domain and mesh for the inverse extrusion simulation
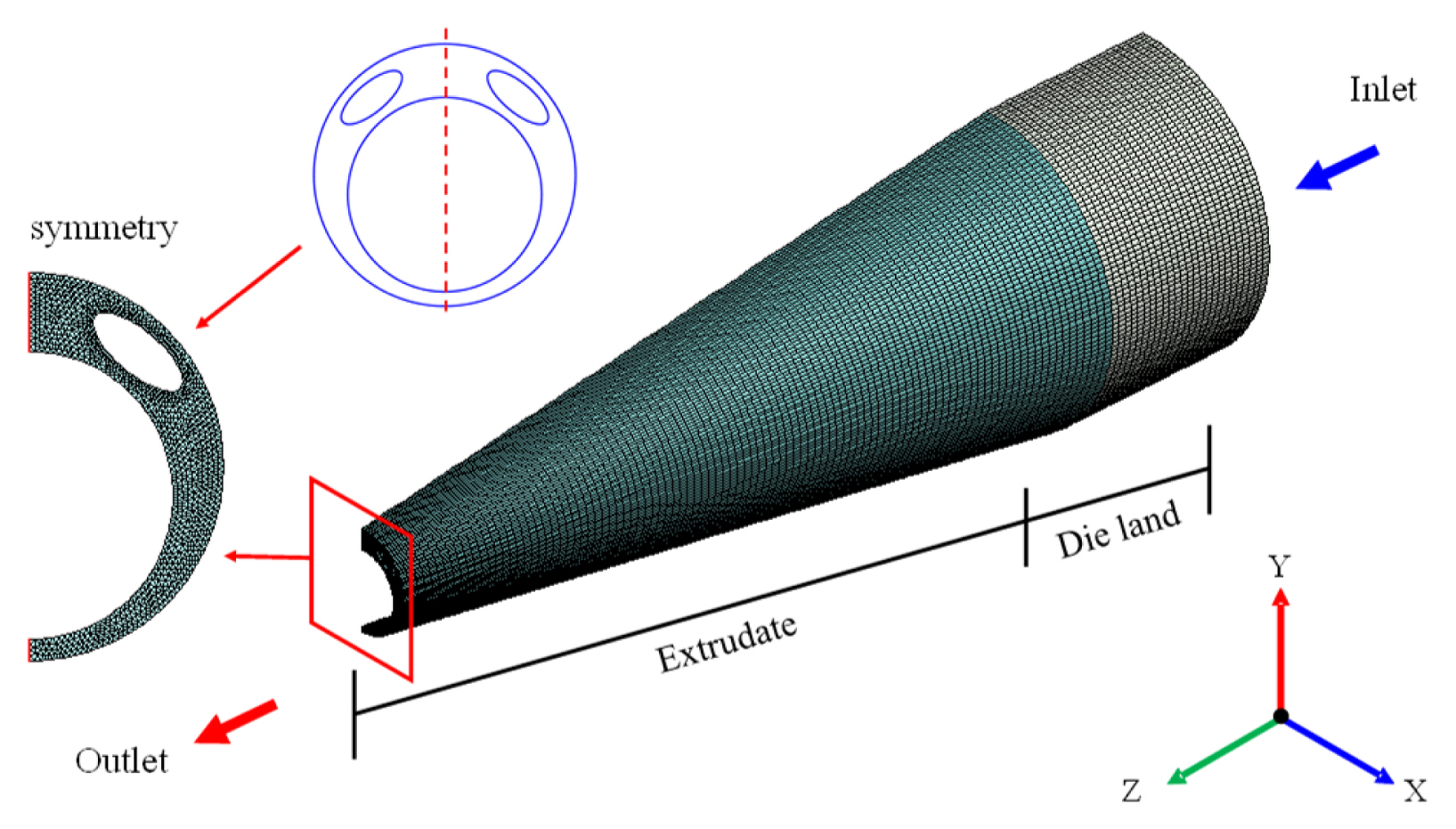
Fig. 4Velocity distribution of the polymer at die land from inverse extrusion simulation
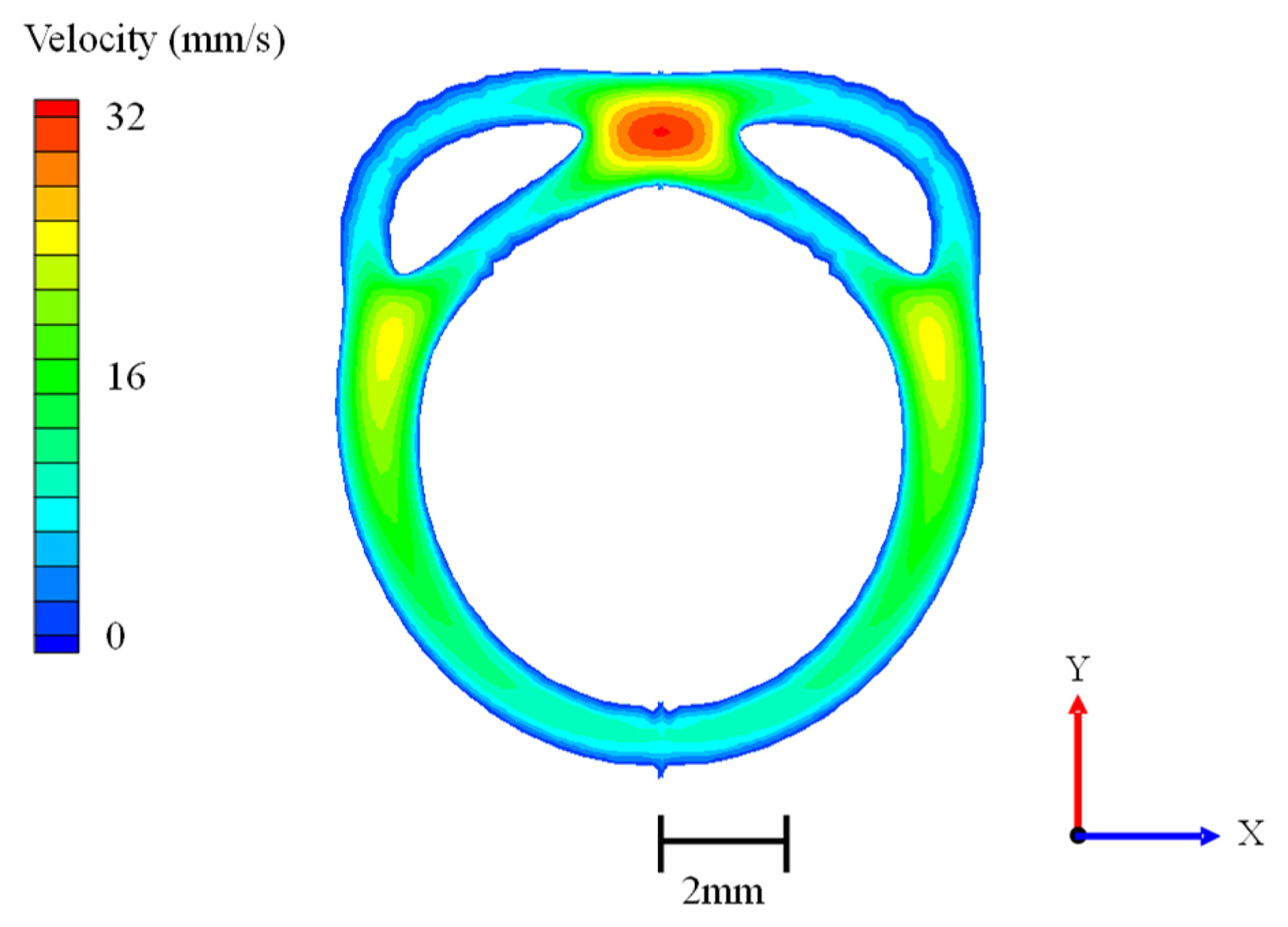
Fig. 5Drawing of extrusion die derived from inverse extrusion simulation
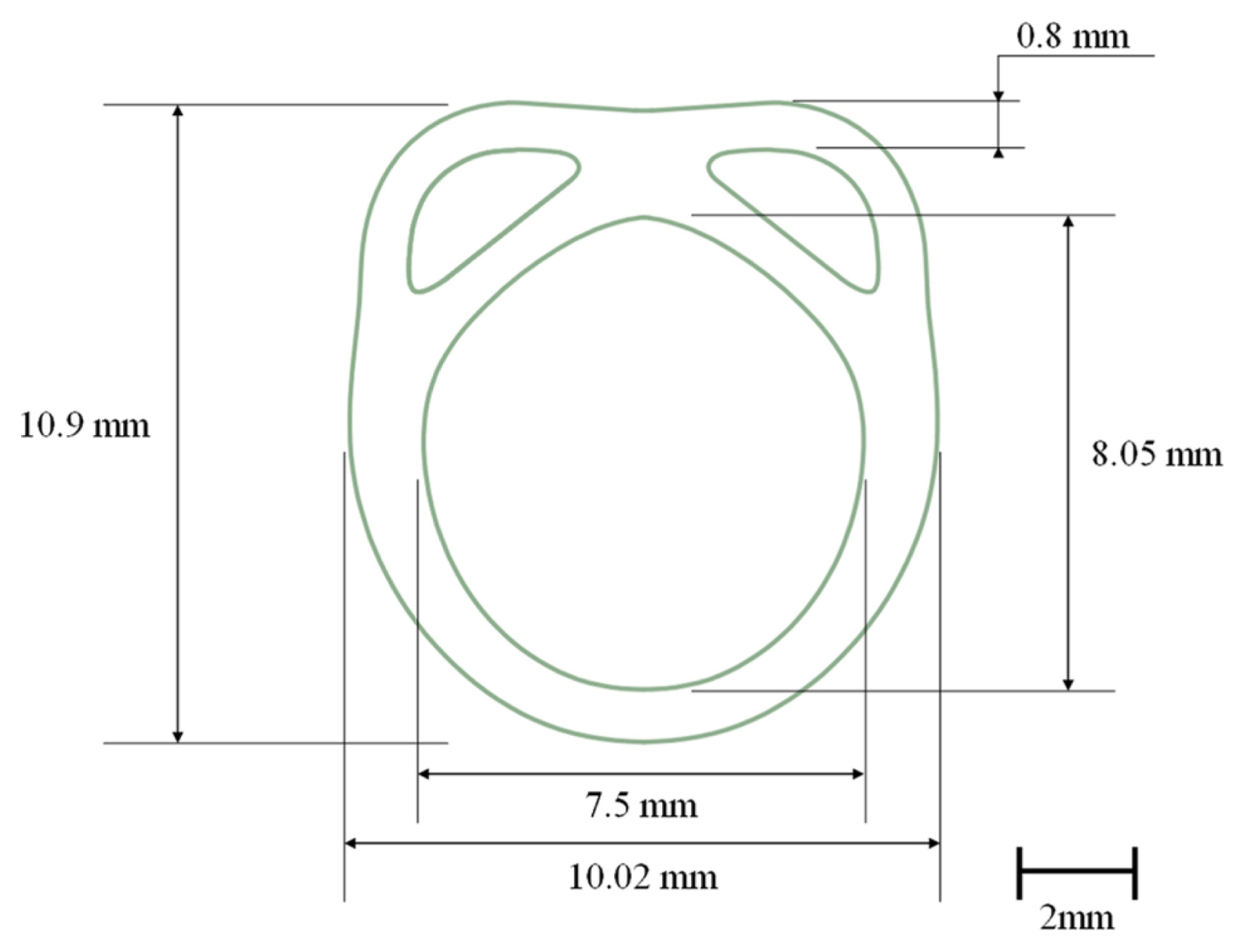
Fig. 6Computational domain and mesh for the direct extrusion simulation
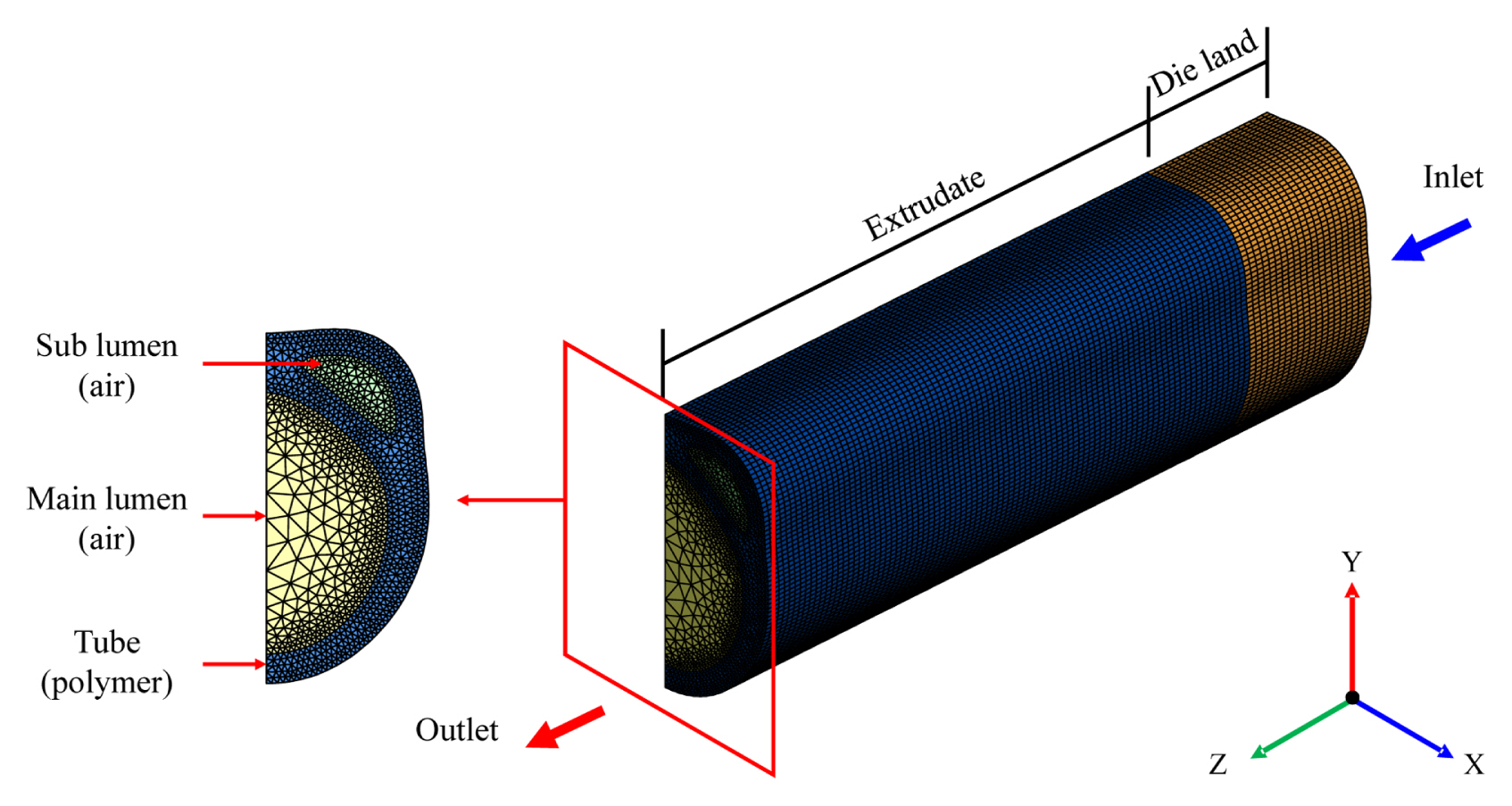
Fig. 7Design points generated by the central composite design for optimizing air volume flow rates in the main and sub lumen
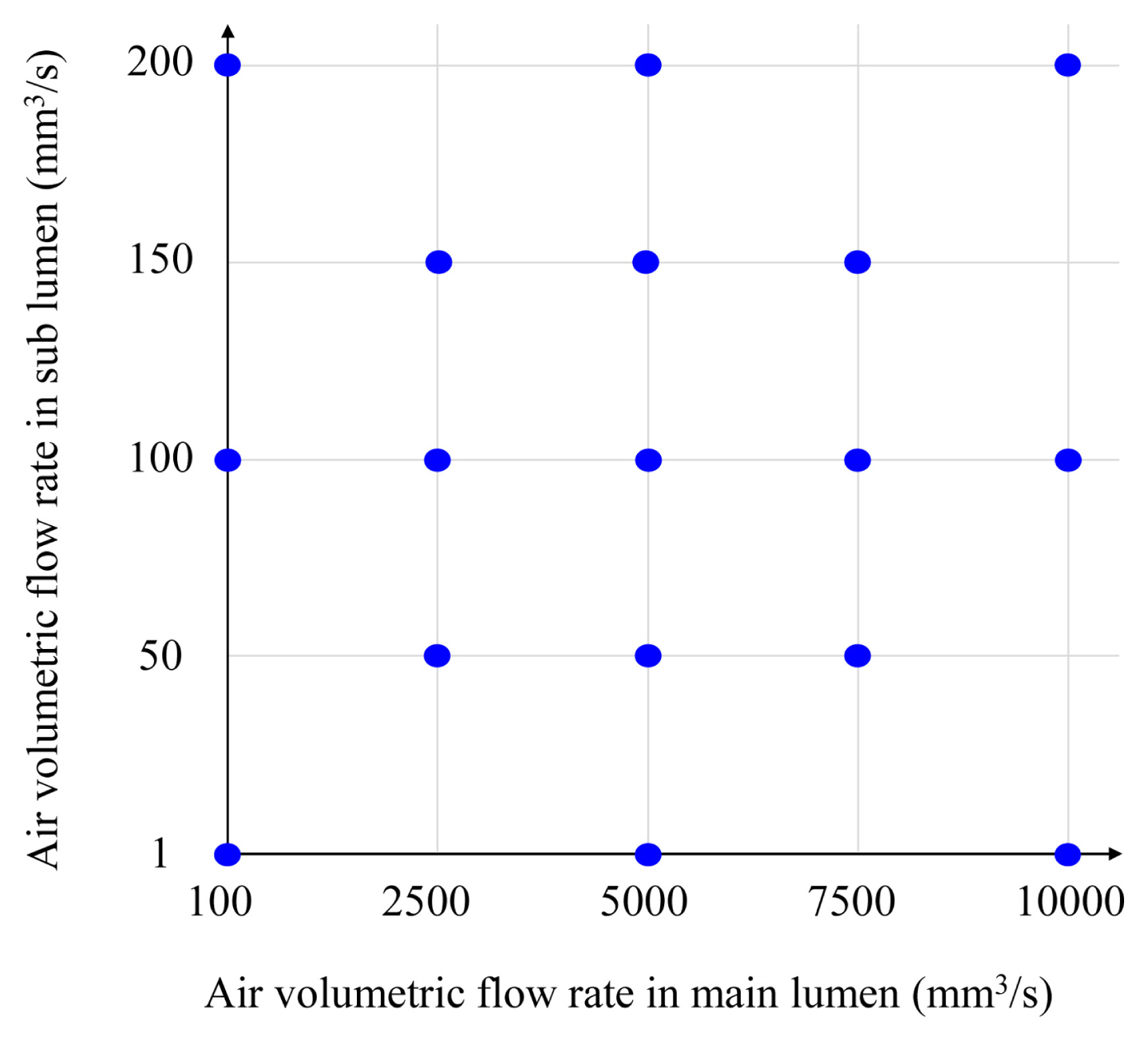
Fig. 8Response surface of the calculated objective function for the experiment points
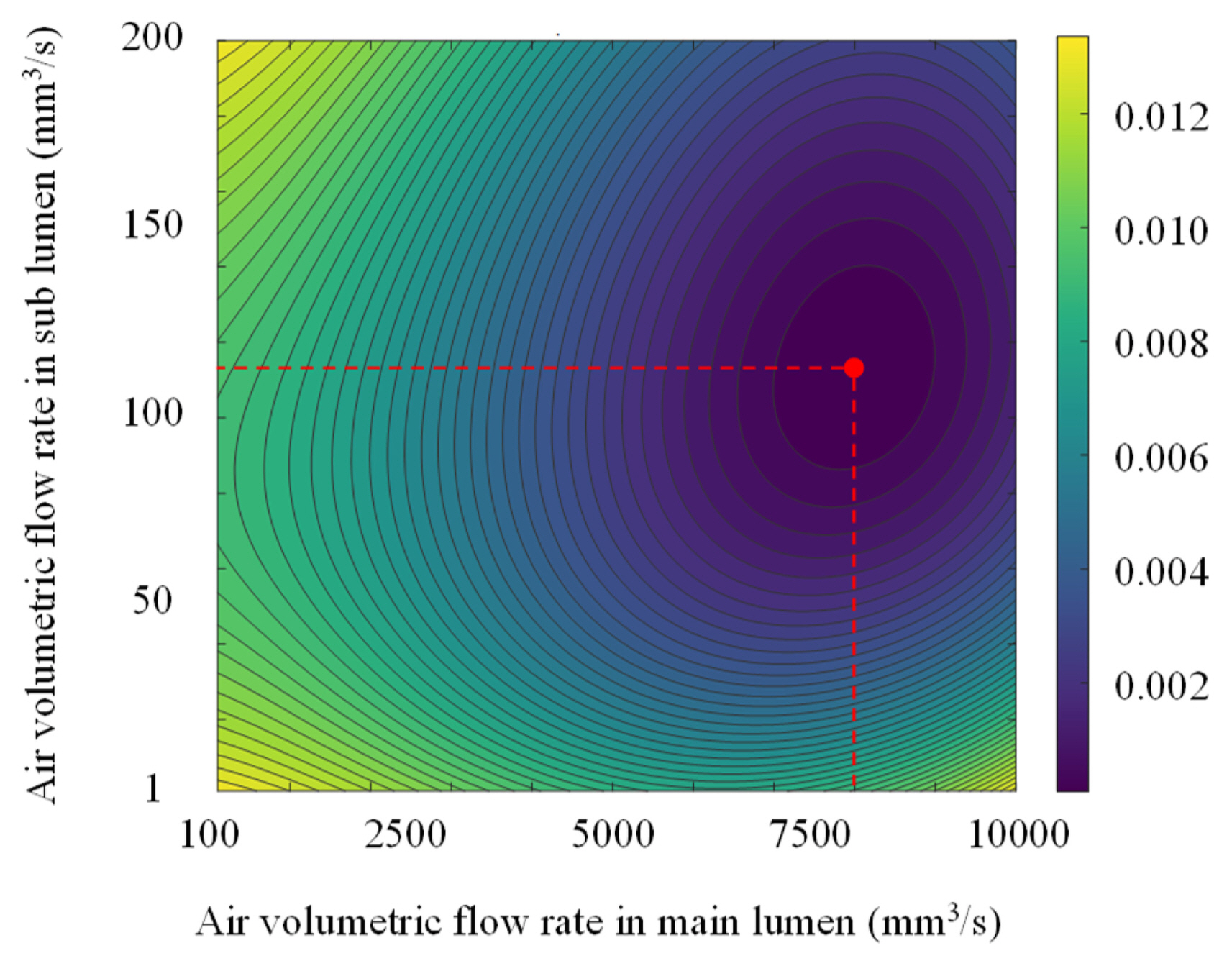
Fig. 9Distribution of the polymer and air inside die land and extrudate
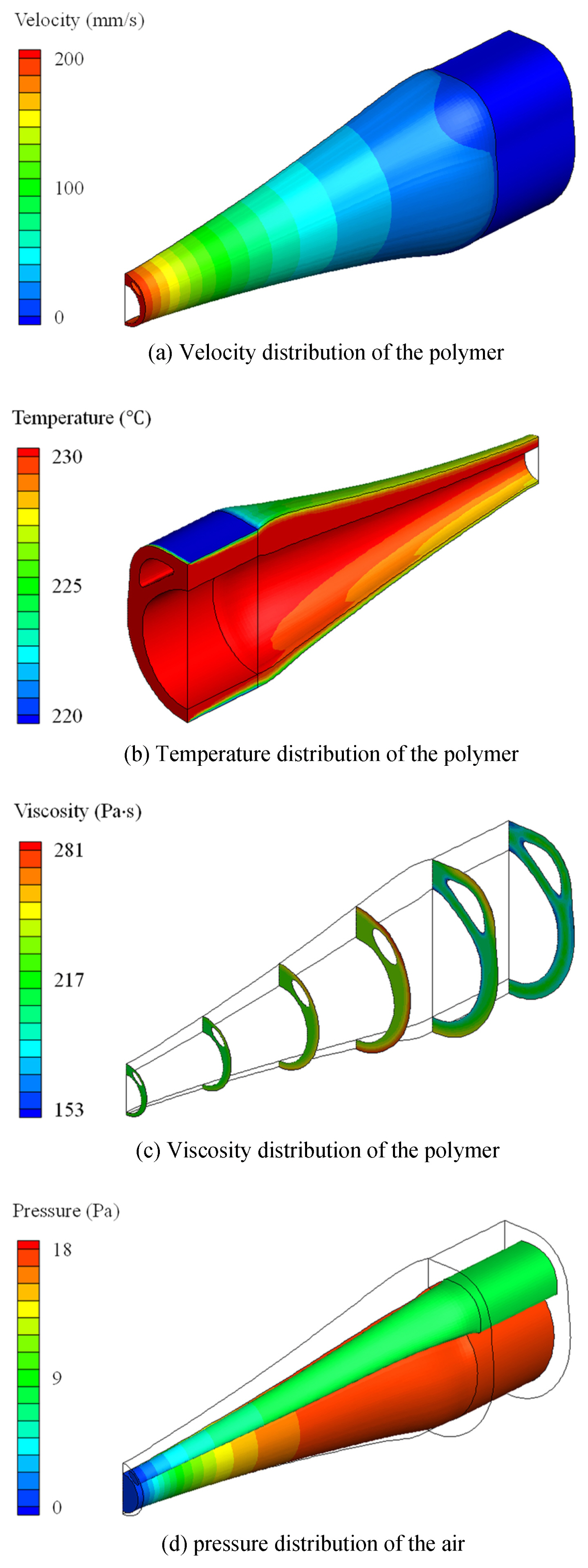
Fig. 10Comparison between the simulation result and target extrudate
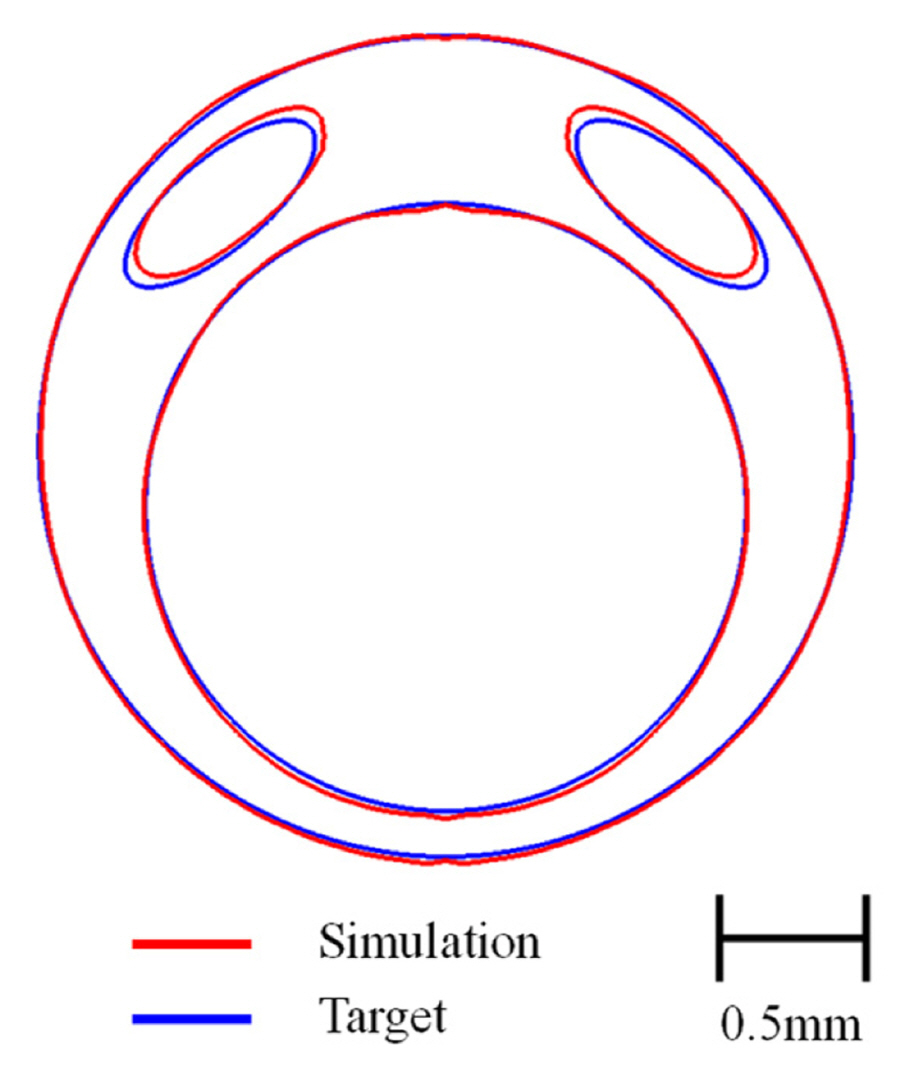
Fig. 11Picture of Manufactured die for experimental extrusion
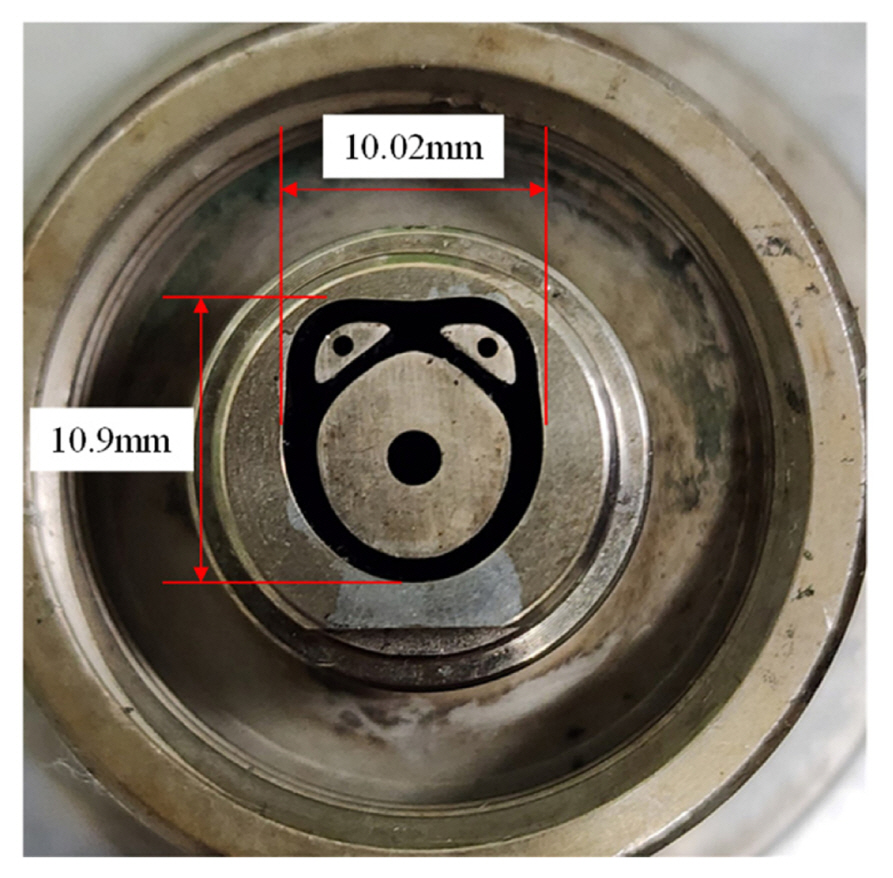
Fig. 12Picture of experimental extrudate
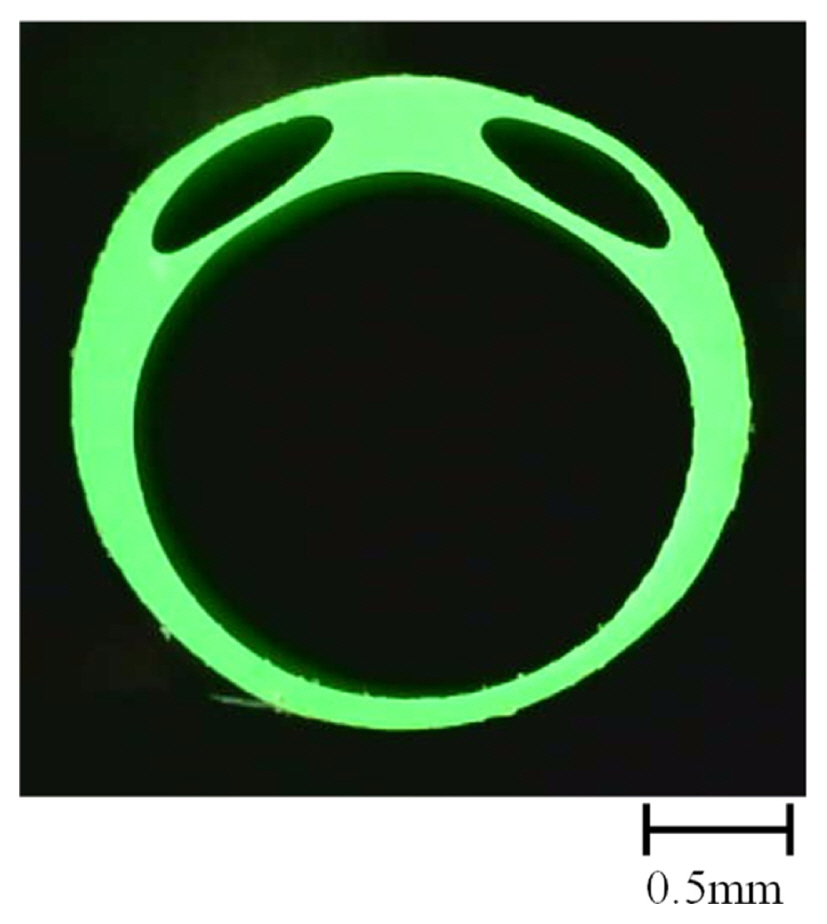
Fig. 13Comparisons between experiment and target extrudate
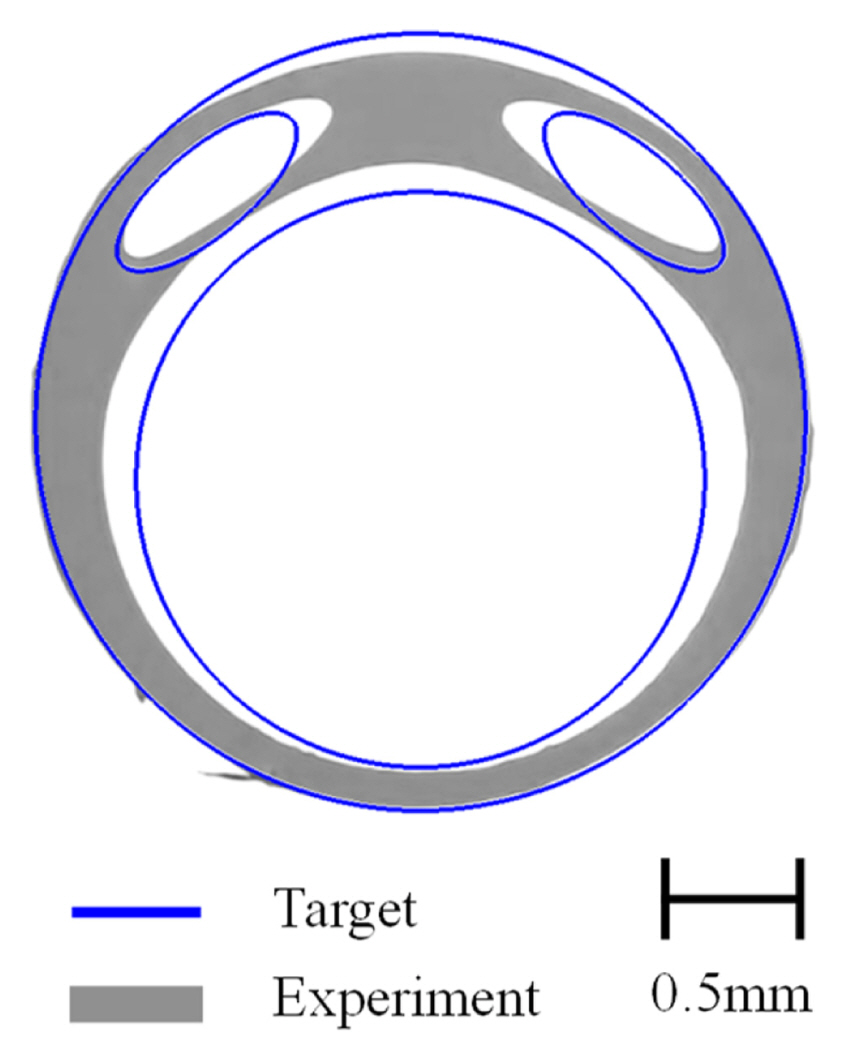
Table 1Dimensional specifications of the target extrudate
Table 1
|
Dimensional parameters |
|
Target |
|
Outer profile |
Perimeter [mm] |
8.482 ± 0.8 |
|
Circularity [−] |
>0.9 |
|
Main lumen |
Area [mm2] |
3.142 ± 0.3 |
|
Circularity [−] |
>0.9 |
|
Sub lumen |
Area [mm2] |
0.367 ± 0.04 |
|
Perimeter [mm] |
1.781 ± 0.2 |
Table 2Parameters of Cross model and Arrhenius law for PEBAX 7233 SA01 MED
Table 2
|
Cross model |
η0
|
λ
|
m
|
|
259.97 |
0.00282 |
0.51274 |
|
Arrhenius law |
α
|
Tref
|
T0
|
|
10,458.43 |
230 |
−273.15 |
Table 3Dimensional parameters of the simulation and relative error to the target extrudate
Table 3
|
Dimensional parameters |
Simulation |
Error |
|
Outer profile |
Perimeter [mm] |
8.496 |
0.17% |
|
Circularity [−] |
0.998 |
0.20% |
|
Main lumen |
Area [mm2] |
3.145 |
0.10% |
|
Circularity [−] |
0.997 |
0.30% |
|
Sub lumen |
Area [mm2] |
0.368 |
0.01% |
|
Perimeter [mm] |
1.778 |
0.17% |
Table 4Dimensional parameters of the experiment and relative error to the target extrudate
Table 4
|
Dimensional parameters |
Experiment |
Error |
|
Outer profile |
Perimeter [mm] |
8.785 |
3.57% |
|
Circularity [−] |
0.967 |
3.30% |
|
Main lumen |
Area [mm2] |
3.651 |
16.2% |
|
Circularity [−] |
0.942 |
5.80% |
|
Sub lumen |
Area [mm2] |
0.40 |
8 70% |
|
Perimeter [mm] |
2.067 |
16.1% |
REFERENCES
- 1. Cho, S., Lee, E., Jo, S., Kim, G. M., Kim, W., (2020), Extrusion characteristics of thin walled tubes for catheters using thermoplastic elastomer, Polymers, 12(8), 1628.
- 2. Wei, Y., Bai, J., Zhao, H., Wang, R., Li, H., (2022), Study on the extrusion molding process of polylactic acid micro tubes for biodegradable vascular stents, Polymers, 14(22), 4790.
- 3. Inam, H., Ali, M. N., Jameel, I. R., Awaiz, D., Qureshi, Z., (2024), Development of robust pebax-based angiographic catheter: Design and in vitro study, Materials, 17(17), 4248.
- 4. Guillén-Espinoza, M., Sancho, F. V., Starbird-Perez, R., Zamora-Sequeira, R., (2024), Pebax® 5533d formulation for enhancement of mechanical and thermal properties of material used in medical device manufacturing, Journal of Composites Science, 8(8), 314.
- 5. Tang, D., Marchesini, F. H., Cardon, L. D., ’hooge, D., (2020), State of the-art for extrudate swell of molten polymers: From fundamental understanding at molecular scale toward optimal die design at final product scale, Macromolecular Materials and Engineering, 305(11), 2000340.
- 6. Lee, H. C., Hong, S. G., Jun, W., Liu, S., Ryu, J. E., Kim, G. M., Kim, W., Lee, E., (2023), Numerical and experimental studies on design of multi-lumen tube extruded with drawing and air flow, Journal of Manufacturing Processes, 106, 88-101.
- 7. Sharma, S., Goswami, M., Deb, A., Padhan, B., Chattopadhyay, S., (2021), Structural deformation/instability of the co-extrudate rubber profiles due to die swell: Experimental and CFD studies with 3D models, Chemical Engineering Journal, 424, 130504.
- 8. Lee, H. C., Jeong, J., Jo, S., Choi, D. Y., Kim, G. M., Kim, W., (2021), Development of a subpath extrusion tip and die for peripheral inserted central catheter shaft with multi lumen, Polymers, 13(8), 1308.
- 9. Yilmaz, O., Kirkkopru, K., (2020), Inverse design and flow distribution analysis of Carreau type fluid flow through coat-hanger die, Fibers and Polymers, 21(1), 204-215.
- 10. Zhang, G., Huang, X., Li, S., Xia, C., Deng, T., (2020), Improved inverse design method for thin-wall hollow profiled polymer extrusion die based on FEM-CFD simulations, The International Journal of Advanced Manufacturing Technology, 106(7), 2909-2919.
- 11. Hao, X., Zhang, G., Deng, T., (2023), Improved optimization of a coextrusion die with a complex geometry using the coupling inverse design method, Polymers, 15(15), 3310.
- 12. Jo, S.G., Lee, E., (2020), Numerical study on the effects of the manufacturing parameters for multi-lumen catheter extrusion, Journal of the Korean Society for Precision Engineering, 37(1), 17-24.
- 13. Jin, G., Jin, Y., Zhao, D., Dai, G., Zhang, Q., (2017), Cross-section design of multi-lumen extrusion dies: Study on the effects of die swell and gas flow rate of the lumen, Microsystem Technologies, 23(10), 5093-5104.
- 14. Alsadi, J., (2025), Optimization and simulation of extrusion parameters in polymer compounding: A comparative study using BBD and 3LFFD, Polymers, 17(13), 1719.
- 15. Bianchi, A., Leslie, S. W., Chesnut, G. T., (2023), Difficult foley catheterization. StatPearls. StatPearls Publishing.
- 16. Cox, W. P., Merz, E. H., (1958), Correlation of dynamic and steady flow viscosities, Journal of Polymer Science, 28(118), 619-622.
- 17. ANSYS, Inc. 2022;ANSYS polyflow user’s guide. https://ansyshelp.ansys.com/public/account/secured?returnurl=/Views/Secured/main_page.html?lang=en.
- 18. Vidal, J., Nóbrega, J. M., (2024), An enhanced temperature control approach to simulate profile extrusion, Polymers, 16(7), 904.
- 19. ANSYS, Inc. 2022;ANSYS polyflow tutorial guide. https://ansyshelp.ansys.com/public/account/secured?returnurl=/Views/Secured/main_page.html?lang=en.
Biography
- Yerim Kim
B.Sc. Student in the Department of Mechanical System Engineering, Kumoh National Institute of Technology. Her research interest is polymer extrusion manufacturing.
- Kyungwook Ko
B.Sc. Student in the Department of Mechanical Engineering, Kumoh National Institute of Technology. His research interests are heat transfer and fluid flow analysis.
- Wonjin Jun
Researcher in the Korea Institute of Industrial Technology and Ph.D. Student in the Department of Mechanical Engineering, Kumoh National Institute of Technology. His research interests are minimally invasive intervention and polymer processing.
- Woojin Kim
Principal Researcher in the Korea Institute of Industrial Technology. His research interests are minimally invasive medical device and polymer extrusion.
- Euntaek Lee
Associate Professor in the Department of Mechanical System Engineering, Kumoh National Institute of Technology. His research interests are heat transfer and fluid flow analysis.